
大尺度光学玻璃为直径或对角线直径1m以上的平面、球面、非球面等光学元件,当前广泛应用于航空航天、天文探索、核能工业、光刻工艺等领域。大尺度玻璃要求严格,直径1.5m的光学元件,表面形状精度优于0.1μm、表面粗糙度Ra优于1nm、低表面波纹度、极少的表面与亚表面损伤、极小残余应力、完整晶格结构。光学玻璃材料脆性高,断裂韧性低,其显微硬度在600kg/mm2左右,一般大尺寸玻璃精密加工主要依靠材料超微量去除,通常经过3道工序: 固结磨料加工、离散粒子抛光、纳米级磨料修整。

大尺寸玻璃抛光加工工序
固结磨料加工、离散粒子抛光、纳米级磨料修整3个工序作用不同,如下图所示,各工序中包含不同的加工方法、加工精度范围及工艺路线。

抛光加工过程工艺流程图
1.固结磨料加工
固结磨料加工目的是以高材料去除率快速获得亚微米级平整表面,面形精度优于0. 1μm,表面粗糙度Ra优于25nm。它利用固结硬质磨料直接接触工件进行高速划擦和微切削实现材料强制去除,主要有超精密磨削、超精密切削等方法。
超精密磨削通常使用超细磨粒金刚石砂轮,采用在线修整方法,可获得纳米级表面粗糙度。然而,由于机床振动、砂轮修整及磨削加工单向性等问题,不可避免会产生微米级损伤层。由磨削发展来的平面珩磨,通过面接触低转速加工,减少了表面损伤,且加工效率等同磨削,英国克兰菲尔德大学BoX大玻璃专业数控磨床采用了这个形式。

克兰菲尔德超精密金刚石机床
超精密切削主要指单点金刚石切削(Single Point Diamond Turning,SPDT),利用刃口半径0.1~0.3μm的天然单晶金刚石微刀具进行极微小去除,切深最小可至1nm。美国LL国家实验室研制的LODTM大型立式(1.65m×0.5m)光学金刚石超精密车床可进行大玻璃加工,面形精度可达0.028μm,表面粗糙度可达3.5~9nm。

光学玻璃金刚石切削
目前,多点金刚石铣削也正在开发中。总而言之,固结磨料加工效率高,材料去除总量大,加工时间占总加工时间的1/5,加工精度可达到符合光学应用要求,但是会引入加工变质层,需要在后续工序中去除。
2.离散粒子抛光
离散粒子抛光一般作为最终或次终工序,目的是消除前道工序后的表面残差,最终获得平面度亚微米级、表面粗糙度纳米级的优质表面。它通过柔性抛光盘或流体驱动离散粒子划擦、耕犁工件表面实现材料去除。刀具为柔性工具,因此极少甚至不会引入表面瑕疵。
离散粒子抛光的主要方法有: 超精密气囊抛光、磁流变抛光、磨料射流抛光、应力盘抛光、可控式混合磨料流体抛光等,离散粒子抛光效率较低,加工时间约占总加工时间3/5。
3.纳米级磨料修整
纳米级磨料修整是大玻璃加工的最终工序,目的是修正残留微小误差。它是通过低动能极细磨料或其他性质粒子冲击,或采用添加化学成分复合磨料对工件进行化学、物理、机械复合去除,获得表面粗糙度Ra<1nm的超光洁表面。
目前,主要方法有化学机械抛光、弹性发射加工、浮法抛光、离子束抛光等。纳米级磨料修整可获得超光滑无损伤表面,材料去除率极低,此阶段材料去除量极少,加工时间一般占到总时间的1/5。

化学机械抛光修整
通过以上几大工序可知,在大尺寸玻璃精密加工中,离散粒子抛光必不可少、耗时最长。若无此工序,直接在固结磨料加工后进行纳米级磨料修整,纳米级磨料修整需去除较多材料,耗时更长。此外,纳米级磨料修整对于面形误差的修正效果极其有限,且这些误差会对抛光盘等有严重损伤。因此,如何提高离散粒子抛光效率是一个亟需解决的问题。
大尺寸玻璃离散粒子抛光方法
1.超精密气囊抛光
超精密气囊抛光的抛光头为内部气压在线可调的小尺寸球形柔性皮囊,外部覆盖聚氨酯抛光垫。抛光时抛光头和接触区法线倾斜、皮囊绕接触区中心法线旋转时工件自转的运动方式,由CNC系统控制,以上述“进动”方式按照设定路径速度和压力对工件实施抛光。气囊抛光工具可完美贴合工件平面,在去除前面工序产生表面瑕疵时不引入新的损伤,是一种非常适合大平面光学玻璃的抛光方法。

气囊“垂直旋转”、“倾斜旋转”、“进动”抛光痕迹比较
然而,气囊柔性退让,只对工件有擦光作用,不易提高工件形状精度;高速旋转抛光盘对液体磨料有推阻作用,限制加工效率提高。
超精密气囊抛光对不同材料抛光效果

2.磁流变抛光
磁流变抛光是一种利用磁流变液的流变效应,实现光学元件超精密加工的柔性抛光技术,它具有材料去除速率快、抛光质量好、加工精度高等优点。磁流变液由微米级磁性颗粒、绝缘基载液、稳定剂混合而成,是一种黏度由磁场调控的智能材料。磁流变液进入工件与抛光盘间狭缝中,通过磁场控制黏度迅速增大成为黏塑性介质,在接触区域形成剪切力,调整工件的旋转角度和速度可实现工件表面材料各向均匀去除,得到光滑表面。
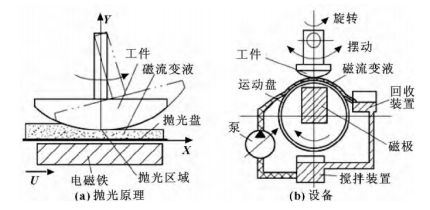
磁流变抛光原理及设备
国内从事磁流变抛光研究的有清华大学、哈尔滨工业大学、湖南大学、国防科技大学等。磁流变光整加工技术是未来最具前途的光学精密加工方法之一,它具有切入量非常小,加工表面洁净、无刮伤,节能、环保、绿色及智能化等特点,是一种可控的、确定性的抛光技术,非常适合高精密光学元件的加工。
3.磨料射流抛光
磨料射流抛光原理是将磨料与基载液进行混合,增压后从喷嘴喷出高速射流冲击工件表面,引起材料表面局部应力集中,产生冲蚀、剪切作用,使材料失效脱落,改善工件表面质量。

磨料水射流加工原理示意图
国内从事磨料射流抛光的主要有山东大学、苏州大学、哈尔滨工业大学等。磨料射流抛光无工具磨损、无热影响、反作用力小、加工柔性高,无切带误差与边缘效应,可去除磨削变质层且基本无亚表面损伤,非常适合大玻璃抛光。当然,磨料射流磨粒也存在冲击工件表面后溅射严重、能量损失严重等缺点,需在未来改进。
4.应力盘抛光
应力盘抛光(Stressed-lap polishing,SLP)抛光原理为:应力盘以大尺寸刚性材料为基底,外围均匀分布数个驱动器,调整驱动器改变弯矩、扭矩使抛光盘按照一定规律发生形变始终与工件表面贴合。

应力盘变化规律
国内从事应力盘抛光研究的主要有南京天文台、长春光机所等,所采用的应力盘结构基本沿袭了国外方式。应力盘与其他柔性抛光盘(如气囊)的区别是:应力盘可主动控制形变,柔性退让现象较轻微。因此,应力盘抛光技术可优先去除表面高点,修正平滑局部中高频误差效果显著;另外,在粗抛、精抛及最终的修形中,可选取不同口径抛光盘以完成对工件形状精度及表面粗糙度的有效控制,并可有效地提高加工效率。
5.可控式磨料流体抛光
可控式磨料抛光可以理解为磨料射流和弹性发射加工(Elastic Emission Machining,EEM)的结合,其原理是:将高速磨料射流充入旋转的限控轮与光学玻璃表面间的微米级空隙中,利用限控轮限制磨料流体飞溅、约束磨料流体形态,在限控轮的离心力驱动及局部流体动压力作用下,形成高能速度场,裹挟着磨料颗粒不断地与聚氨酯限控轮及光学玻璃表面发生弹性碰撞,在狭小空间内形成高频振荡,使单颗磨粒可以多次多向冲击工件表面,同时流体在限控轮宽度方向侧泄形成网格状去除,均化、消除表面波纹度,获得光滑表面。
计算机控制光学表面成形(Computer Controlled Optical Surface,CCOS)用计算机控制的定量检测加工代替传统手工方式的定性检查加工,具体到可控式磨料流体抛光中,即根据定量的面形检测数据,通过控制驻留时间、射流压力、入射角度及限控轮转速来控制材料的去除量。

可控式磨料射流抛光 CCOS 示意图
可控式磨料流体抛光结合射流抛光与EEM的优点,抛光与最终修整可同时进行,材料去除率较高,工件无需多次装夹,对于提高此工序加工效率有重要意义。
参考来源:
1.大尺度光学玻璃抛光技术研究,柳源、闫如忠(机床与液压);
2.超光滑表面磁流变加工原理与实验研究,周杭君(国防科学技术大学);
3.精密磨料水射流加工硬脆材料冲蚀机理及抛光技术研究,朱洪涛(山东大学)。
粉体圈小吉
本文为粉体圈原创作品,未经许可,不得转载,也不得歪曲、篡改或复制本文内容,否则本公司将依法追究法律责任。



