
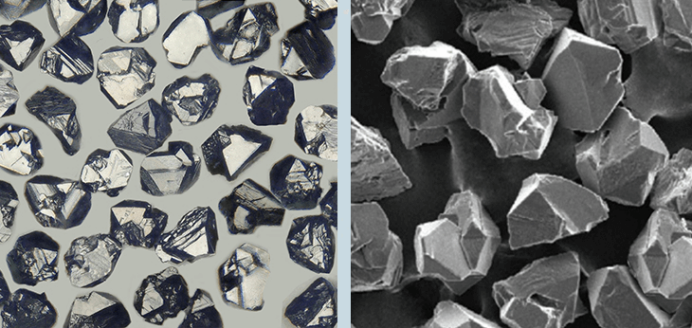
超硬磨料是现代精密磨削加工的核心耗材,其性能直接决定加工精度、效率与成本的天花板。在众多超硬材料中,金刚石凭借自然界已知物质中最高的硬度(显微硬度约100 GPa),长期占据硬脆材料加工领域的主导地位,被广泛应用于陶瓷、玻璃、硬质合金、宝石以及电子封装材料等硬脆材料的精密磨削与抛光。然而,在长期工业实践中,金刚石磨粒存在显著的应用局限性,其自身理化特性决定了它无法实现黑色金属(铁、锰、铬及其合金)的稳定、高效、精密加工,成为高端铁基材料精密磨削领域长期存在的技术短板。
相较于金刚石,立方氮化硼(CBN)磨粒作为第二大超硬磨料,具备独特的理化性能优势,能够精准规避金刚石在黑色金属加工中的各类缺陷,完美填补超硬磨料体系在黑色金属材料加工领域的应用空白。本篇文章将从金刚石加工黑色金属的失效机理入手,分析CBN磨粒在化学与热学性能上的核心优势,并结合典型应用场景,为超硬磨料工具的选型与应用提供参考。
(来源:氮硼科技)
金刚石加工黑色金属,硬度优势为何失效?
金刚石与黑色金属的“不兼容”,根源并不在于硬度,而在于两者之间的化学反应。金刚石本质为纯碳单质,化学性质对铁族金属极为敏感。在黑色金属磨削过程中,磨粒与工件摩擦会产生瞬时高温高压,金刚石的极限耐热温度仅800℃,一旦超过温度阈值,金刚石不仅会与空气中的氧气反应生成CO或CO₂,磨粒质量持续损失,而且还会引发磨粒表面石墨化,使得金刚石磨粒表层快速钝化、磨损、脱落,磨具损耗速率急剧攀升,使用寿命大幅缩短,不适用于在高速磨削、连续化批量生产、重载磨削等工业场景中。更重要的是,高温会促使金刚石表层碳原子向铁基工件内部扩散,生成脆性的渗碳体,工件表面会出现氧化烧伤、材质劣化、尺寸精度漂移等质量缺陷,加工良品率难以保障。
而CBN磨粒与金刚石同属立方晶系,晶格中硼和氮原子交替占据碳的位置,这一成分差异,彻底改变了它与铁族金属的“相处方式”。在常规磨削及高温重载磨削工况下,B、N原子与铁、钴、镍等铁族金属都几乎不发生化学反应,极限耐热温度可达1200℃以上,即便在干磨产生的高温下CBN磨粒的晶体结构、硬度、切削锋利度始终保持稳定,从根源上杜绝了磨粒石墨化损耗、工件渗碳烧伤、表层材质破坏等问题,即使其硬度不及金刚石,但凭借远高于刚玉、碳化硅等传统磨料的硬度,仍能有效降低磨具更换频次,提升黑色金属工件的加工连续性与生产效率,是适配黑色金属磨削高温严苛工况的“天选之材”。
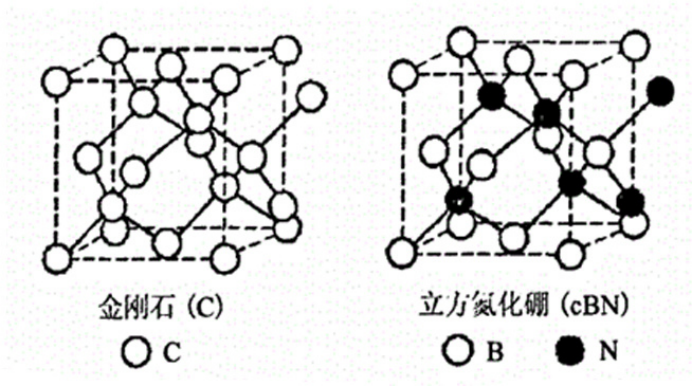
金刚石和立方氮化硼晶体结构对比
非CBN不可——黑色金属加工的关键场景
基于上述金刚石与CBN磨粒的理化性能机理差异,CBN在以下加工场景中形成了金刚石无法替代的专属应用体系。
1、黑色硬金属的精密磨削
高硬度黑色金属主要包括各类淬火模具钢、轴承钢、高硬度铸铁等,经热处理后硬度普遍达到HRC50以上,基体组织致密、耐磨性能强,是精密机械、模具核心构件的常用材料。金刚石磨料因固有理化缺陷,完全无法胜任铁基硬材的持续加工。CBN依托磨粒优异的硬度保持性与结构稳定性,在整个使用寿命周期内形位精度几乎不变,能稳定实现高精度、低粗糙度(Ra值低)的加工,有效控制工件圆度、圆柱度、平面度等关键形位公差。

2、高温干磨与高速重负荷磨削场景
在现代化大批量工业生产中,常采用干磨工艺与高速重负荷磨削工艺。干磨无冷却液降温、润滑条件差,磨削区域瞬时温度极高;高速重负荷磨削则兼具高进给速度、大切削深度、高接触压力的特点,磨料需持续承受高强度机械冲击与热负荷。该工况下,金刚石磨料极易发生高温氧化裂解或与碳铁反应,而传统刚玉磨料耐热性、耐磨性不足,重负荷下易快速钝化、崩碎,加工效率低、耗材成本高。CBN磨粒凭借超高热稳定性与化学惰性,可长期耐受干磨高温环境与重负荷机械应力,磨粒锋利度衰减缓慢,无需频繁修整换刀,显著提升磨削加工连续性与生产效率。
3、高韧性金属加工
高速钢、奥氏体合金钢、铁基高温合金等材料,属于典型的高韧性、难加工黑色金属,兼具高硬度与强塑性,磨削过程极易产生塑性变形、磨屑粘刀、加工硬化等问题,对磨料的抗冲击性、抗破碎性、抗粘屑能力要求极高。脆性较大的金刚石磨料在该类材料加工中易崩刃碎裂,加工稳定性极差;普通磨料易被加工硬化层快速磨损,加工精度难以维持。CBN磨粒兼顾高硬度与优良韧性,抗冲击、抗破碎能力突出,可有效克服高韧材料的加工硬化与塑性摩擦问题,抑制磨屑粘附,实现硬韧黑色金属的稳定、高效、精密磨削,解决了传统磨料与金刚石磨料均无法突破的高韧难加工材料磨削难题。
小结
金刚石与CBN作为超硬磨料的代表,前者长期占据硬脆材料加工的霸主地位,后者则填补铁基精密磨削的体系空白,二者并非替代关系,而是在各自适配的材料体系中各司其职。对于高硬度、高韧、黑色金属精密磨削的现实需求,CBN的化学惰性、高硬度、良好韧性形成了抵御热蚀、承载重载、抗御冲击的协同防线,填补了金刚石在此领域无法企及的技术空白。
粉体圈Corange



