
随着光电技术、半导体制造及精密光学产业的飞速发展,市场对工件表面质量的要求已进入亚纳米乃至原子级平整度时代。氧化铝(刚玉)作为最常用的抛光磨料之一,其莫氏硬度高达9(α相),仅次于金刚石和碳化硅,能够有效加工绝大多数硬脆材料。更重要的是,通过精确控制其晶相、纯度、颗粒大小和形状,可以实现从快速切削到无损镜面抛光的多重目标,在“硬度”与“韧性”(即切削效率与表面保护)之间找到最佳平衡点。

抛光技术发展示意图
影响氧化铝抛光性能的核心要素
氧化铝的抛光性能并非单一指标决定,而是由晶型、形貌、粒度及烧结工艺共同作用的结果。
1、晶型:α相、γ相与混晶的协同作用
α-Al2O3俗称刚玉,结构最稳定,硬度最高(莫氏9),化学惰性强,不溶于水及酸碱。适用于蓝宝石、碳化硅等超硬衬底的研磨与粗抛,提供高去除速率。
γ-Al2O3又称活性氧化铝,硬度较低(莫氏6-8),但比表面积大、活性高。其相变温度低(约600℃),不易硬团聚,易制备出粒径分布极窄的纳米级颗粒。适用于对表面损伤要求极高的精密抛光,能为工件提供优异的表面光洁度。

80%α氧化铝/20%γ氧化铝的混晶氧化铝磨料(来源:US Research Nanomaterials, Inc)
业内领先企业为细分领域开发了α-γ混晶氧化铝磨料,通过调整α相与γ相的比例,可定制复合磨料。既能保证一定的切削力,又能利用γ相改善抛光后的表面质量,适用于特殊的精密抛光应用。
2、微观形貌:从“滚动研磨”到“滑动研磨”
传统磨料多为不规则角型或球形。棱角分明的颗粒虽然初期切削力强,却极易产生随机划痕,多用于粗抛。球形氧化铝流动性好、分散性佳、表面无棱角,能有效避免细微划伤,适用于精抛。

不规则角型、球形氧化铝SEM图
片状氧化铝是近年来出现的性能优良的功能微粉材料,它属于α-Al2O3,具有明显的鳞状结构特征和较大的径厚比,其径向尺度一般为5-50μm,厚度一般在100-500nm之间,晶型发育良好的微粒还表现出规则的六角形貌。在研磨过程中,颗粒的平面会平行于工件表面,产生滑动研磨效果,而非传统磨料的滚动研磨。这一特性带来三大优势:① 划伤少:避免了颗粒尖角对工件的随机损伤;② 压力分布均匀:颗粒不易破碎,耐磨性大幅提高;③ 效率高:研磨压力有效转化为切削力,可将产品合格率提升10%-15%(如光学镜片抛光)。

日本FUJIMI的PWA系列片状氧化铝研磨抛光剂
3、粒度:决定去除速率与表面粗糙度的“双刃剑”
粒度是影响抛光效果最敏感的变量之一:
粗粒度(>5μm):切削力强,用于快速去除余量(如初抛),但表面粗糙度大,损伤层深。
亚微米级(0.1-1μm):平衡了去除速率与表面质量,是精密抛光(如蓝宝石、晶圆精抛)的主流选择。
纳米级(<100nm):利用体积效应和表面效应,可实现原子级平整度(Ra<0.3nm),但去除速率较低,主要用于最终精抛。
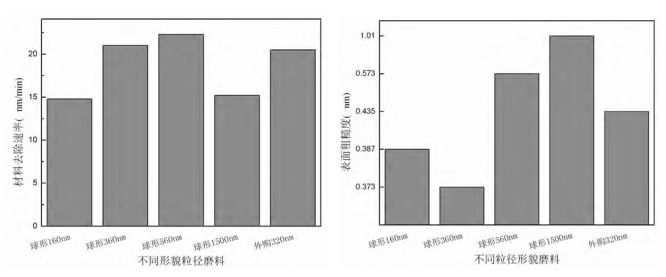
不同粒径球形氧化铝及外购不规则形貌氧化铝与蓝宝石去除速率、表面粗糙度的关系
4、烧结度与添加剂
通过控制烧结温度和时间,可以调整氧化铝陶瓷的致密度和晶粒尺寸。添加剂(胶结剂)则会影响磨具中磨粒的把持力、排列方式及自锐性,从而间接影响抛光工具的硬度和寿命。
典型应用场景与技术策略
1、半导体晶圆抛光
(1)第一、二代半导体(硅、砷化镓)
在硅片和砷化镓晶圆的研磨过程中,传统的等积型磨料容易产生随机划伤。采用片状α-Al2O3微粉后,磨料颗粒平行于工件表面滑动,研磨压力均匀分布,颗粒破碎减少。这不仅将成品率提升至90%以上,还大幅降低了磨片机的损耗和磨削时间。
(2)第三代半导体(碳化硅)
碳化硅(SiC)莫氏硬度高达9.2,远超传统氧化硅或氧化铈抛光液的处理能力,需使用纳米氧化铝。可将金刚石(莫氏硬度10)微粉与α氧化铝微粉混合制得磨料。虽然金刚石硬度高、去除快,但其形貌不规则,易产生深划痕。将0.5-5μm的α-Al2O3微粉与之混合,可显著改善表面质量,减少亚表面损伤。获得基本无划痕、损伤层小、粗糙度低的碳化硅晶片表面,为后续进行化学机械抛光提供条件。

2、蓝宝石衬底抛光
蓝宝石(单晶Al2O3)作为LED最主要衬底材料,要求表面粗糙度Ra小于0.3nm且无缺陷,其抛光机理涉及化学与机械的协同作用。蓝宝石衬底抛光过程中,蓝宝石表面的Al与抛光液中的羟基反应生成莫氏硬度3的勃姆石水化层,影响抛光效果。研究表明,当α-Al2O3粒径为360nm时,抛光效果最佳。此时,磨料既能有效穿透水化层参与机械去除,又能保持抛光液的稳定性,实现材料去除率与表面粗糙度的最佳平衡。粒径过小(如<100nm)则磨料难以穿透水化层,去除率低;粒径过大(如>560nm)则机械损伤加重,表面粗糙度急剧上升。

3、汽车漆面修复
汽车漆面硬度较低(相对于金属),对划痕极为敏感。因此,对α-Al₂O3磨料的要求集中在形貌与多级粒度匹配上。磨料棱角不能尖锐,通常采用球形或柱形颗粒,且需均匀分散、避免团聚,防止二次划损。漆面损伤程度的不同就要进行不通的抛光工序,初抛要在45μm-60μm范围内;中抛要在5μm-5.9μm范围内,精抛要在1-2μm范围内。

4、光学玻璃与镜片
对于莫氏硬度6-6.5的硅酸盐玻璃,虽然氧化铈因其化学活性高而成为主流磨料,但引入α-Al2O3可显著提升性能。可以在氧化铈抛光粉中加入少量α-Al2O3微粉物理混合,可提高磨削率和耐磨性;也可以通过化学方法在氧化铈颗粒表面掺铝进行表面改性(如将水合碳酸铈与硝酸铝球磨后煅烧),当Al掺杂量为0.6%、1000℃煅烧2h时,所得粉体对ZF7和K9玻璃的抛光速率比纯氧化铈提高两倍以上。

技术挑战与国产化机遇
尽管氧化铝抛光应用广泛,但国内高端市场长期依赖进口,主要受制于耐磨性差、批次稳定性差、纳米级粒度分布宽三大技术瓶颈。随着硅片和碳化硅产能的急剧扩大,以及半导体材料国产化战略的推进,高端氧化铝抛光材料迎来了历史性机遇。未来技术突破将集中在:
超细球形氧化铝的规模化制备:解决纳米粉体的团聚问题,实现粒径分布的极致窄化,满足精抛需求。
片状氧化铝的国产化替代:打破日本(如FUJIMI PWA系列)等国的技术垄断,掌握六角平板状晶体的可控生长技术,降低生产成本。
α-γ混晶设计:根据不同材料的抛光需求,灵活调配晶相比例,实现“刚柔并济”的性能定制。
表面修饰与复合技术:通过有机包覆或无机掺杂,对磨料表面进行“柔软化”处理,在保证切削力的同时最大限度保护工件表面。
粉体圈七七整理



