
随着现代制造技术的进步,工件的加工质量要求日益提高,应用低磨损、长寿命的高性能磨具如陶瓷粘结剂CBN砂轮已成为必然趋势。陶瓷粘结剂CBN砂轮是利用陶瓷粘结剂将粗颗粒的CBN黏合在一起,形成的一个固体的圆形磨具,使其以其在外缘表面无数硬、锐、耐温的小磨粒连续对各种材料的表面做切削磨除工作,具备热稳定性能好、散热能力好、强度高、有充足气孔、生产效率高、易整形和修锐、磨削进度高等优点,成为了国内外企业、研究者开发的热点。

来源:河南爱磨仕超硬磨具有限公司
不过,由于技术上的差异,国内陶瓷CBN砂轮的发展水平与发达国家相比存在较大差距。就目前而言,国外已开发出磨削速度达 300 m/s 的产品,而国内则普遍生产为200 m/s 的陶瓷 CBN 砂轮。因此有必要加大对陶瓷CBN砂轮的研发,满足工件的高效加工需求。本篇文章小编将从制备工艺出发,整理一些提高陶瓷CBN砂轮磨削性能的方法。
一、优化三要素
在陶瓷CBN砂轮中,CBN磨料、陶瓷结合剂、气孔是必不可少的三要素,它们自身的性质及相互之间的作用关系,均对其性能有着非常重要的影响。其中,陶瓷结合剂主要是对磨料起固结作用。立方氮化硼磨料相较于普通磨料具有硬度大、导热性好、热膨胀系数低、磨削能力强等特点,主要参与磨具的磨削作用。气孔在磨具则主要分布于磨料与磨料之间、磨料与结合剂之间以及结合剂内部,在磨削过程中具有容屑、排屑、增强散热和冷却的作用,在一定程度上能调节磨具的强度及自锐性能。为了得到性能优异的陶瓷粘结剂砂轮,这三要素成为了研究者们研究的热点研究对象。

1、磨料处理
相较于普通磨料,立方氮化硼具有硬度大、导热性好、热膨胀系数低、磨削能力强等特点,为高切削砂轮最常用的磨料之一。而相比金刚石,立方氮化硼虽硬度略小,但其良好的导热性和耐热性以及对铁族金属及其合金的化学惰性,使其应用领域得到极大地扩展。

不过,为了提升陶瓷结合剂与磨料的浸润性,且避免其中的碱金属、碱土金属氧化物侵蚀 CBN 磨粒,破坏其晶体结构及强度,往往需对 CBN 磨粒表面进行处理,从而提升砂轮强度。目前主要是通过以下方法对磨料进行处理
(1)表面酸处理:
表面酸处理主要用于清除磨粒表面的杂质,提供一个清洁的表面,从而提升粘结剂的粘附作用。
(2)表面镀覆
通过化学镀覆、真空蒸发镀、溅射镀等方法将Ti、Cr等金属或者SiO2、CeO2氧化物涂层镀覆至磨粒表面上,不仅能够让磨料与结合剂润湿情况能够得到明显改善,而且可以使单颗磨粒强度也得到明显提升。除此之外,不同镀层还能产生一些特殊性能,如金属镀层还能够赋予磨粒以导磁性、导电性、导热性等,而氧化物对磨粒的包裹还有助于提高磨粒的初始氧化温度。
(3)预氧化处理
预氧化处理通常涉及将CBN磨粒暴露在高温(900℃以上)氧化环境中,使其表面形成一层氧化层。该氧化层对于磨粒和陶瓷粘结剂都有较好的相容性,因此可以作为中间层,增强磨粒与粘结剂之间的结合强度,提高砂轮的整体强度和对磨粒的把持力。
2、陶瓷粘结剂处理
作为结合剂,必须对磨料具备良好的浸润性, 能够对磨料起到粘结、固定作用,同时结合剂自身也必须具备一定的强度才能保证砂轮整体的高强度,使砂轮在使用过程中不分崩离析,具备良好的寿命。因此一般需要探寻结合剂化学组分的比例或添加新的化学原料,如氧化物、金属、纳米改性物质等,寻求性能尽可能高的结合剂配方。
(1)氧化物比例优化
氧化物在陶瓷粘结剂体系中通常是作为玻璃体、玻璃中间体、玻璃调整体存在。不同类型氧化物的添加对陶瓷结合剂以及陶瓷 CBN 砂轮性能的影响不同。SiO2、 P2O5、 V2O5、 B2O3 等氧化物形成的玻璃体为陶瓷结合剂的主要组成部分,可形成主要的网格体结构,起到把持磨粒并将结合剂黏接成体的作用。ZnO、 PbO、 Al2O3、ZrO2、TiO2 等玻璃中间体虽无法独立形成玻璃体,不过当其中的氧化物被夺氧后,便可生成新的网格体,因此能改善结合剂的流动性、润湿性。而有 CaO、BaO、Na2O、MgO 等玻璃调整体则可作为助溶剂降低陶瓷结合剂的耐火度,使其在较低温度下完成烧结。因此要保证陶瓷粘结剂流动性、粘结性以及耐火度之间的平衡,就需调整、优化这三个组分的比例含量。
(2)添加金属单质
由于大多金属具有较好的导热性和延展性,将其单质作为粘结剂添加剂,既可对陶瓷结合剂其一定的增韧作用,提升对磨粒的把持作用并提高砂轮的使用寿命,还能够在磨削的过程中起到冷却和散热的作用,减少对被磨削材料的热损伤。
(3)纳米改性
为了得到性能优异的陶瓷结合剂,研究者们将纳米材料添加到陶瓷结合剂中,制备出比基础陶瓷结合剂性能更加优异的纳米陶瓷结合剂。
晋凯等发现添加TiO2后,陶瓷结合剂的流动性和抗弯强度得到一定的改善,不仅可以更均匀包裹 CBN 磨料,从而改善陶瓷磨具的微观结构,而陶瓷磨具的气孔率明显降低,抗弯强度显著提高;不过如果添加的纳米 ZrO2 量过多,会导致其聚集而损害陶瓷 的增韧和强化机制,使结合剂的抗弯强度和断裂韧性下降。
3、气孔的优化
气孔作为陶瓷结合剂磨具的重要组成部分,对磨具的性能影响很大。气孔在磨削过程中能够接收容纳冷却液并且将其带到磨削区域,达到冷却和润滑的作用。 此外,气孔在磨削过程中能够为磨粒切下的磨屑提供容屑空间并在离开工作区域后排出磨屑,防止堵塞和由此产生的磨削热,提高工件表面加工质量。为保证气孔正常发挥上述作用,同时兼顾砂轮良好的力学性能,通常要求确定合适的气孔大小、形状、分布、连通性以及气孔率等,但由于气孔会随磨粒、结合剂的分布变化而变化,因此在砂轮混料时需要通过添加形状规整,粒径分布窄成孔剂达到成孔效果。

大气孔砂轮微观结构
常见的用于陶瓷砂轮制备的成孔剂主要有以下类型:
(1)精萘:萘是一种传统的成孔剂,在高温下升华、挥发或分解,达到造孔的效果,其成孔效果好。但 萘升华挥发或分解产生的物质具有毒性,对人的健康和环境产生危害,已被国家禁止生产、销售和使用。
(2)碳酸盐:陶瓷砂轮需要在高温下完成烧结,而碳酸盐(如碳酸钙、碳酸钠等)在高温下分解产生二氧化碳气体逸出,从而形成稳定的气孔结构,具有成本低、对环境友好的优点。
(3)有机物:有机物在高温下也可以在材料固化或烧结过程中燃烧或分解,产生气孔。例如以小粒径的聚甲基丙烯酸甲酯(polymethyl methacrylate, PMMA)微球作为成孔剂,由于其呈球形且表面光滑,可以产生相对较小的准球形孔,避免磨削堵塞,有助于磨屑的顺利排出。
(4)碳化硼、碳化硅等填料:此类填料与陶瓷结合剂之间具有较差的结合能力,磨削过程中容易脱落,脱落处形成气孔,同时这些填料本身具有较大的硬度,不仅对砂轮强度下降的影响较小,脱落后还可对工件起到一 定的磨削作用。
二、工艺优化
1、磨粒有序化排布
普通砂轮的磨粒分布通常为无规则的随机分布,在磨削加工时动态有效磨粒数少,磨粒的性能没有得到充分利用,且容屑空间不足,导致磨削力和磨削温度较高。因此为提高被加工表面质量、延长砂轮使用寿命,可对磨粒进行有序化排布。以下介绍几种新型磨粒有序化排布的方法:

CBN定向排布钎焊砂轮
(1)磁控排布:为了实现 CBN 磨粒的有序排列,WANG 等通过实验发现在适当磁场力的作用下,可以促使 Ni在陶瓷结合剂中发生迁移和聚集,使磨粒旋转,改变镀镍 CBN 磨粒的方向,使其呈磁链式分布,从而提升陶瓷 CBN 砂轮的性能。此外,强磁场的引入还可以使陶瓷结合剂微观结构发生变化,晶粒的取向得到控制且尺寸减小,陶瓷 结合剂的强度得到提高。不过,为避免镍层和 CBN 磨粒会出现脱壳现象,需要控制好磁场强度的大小。
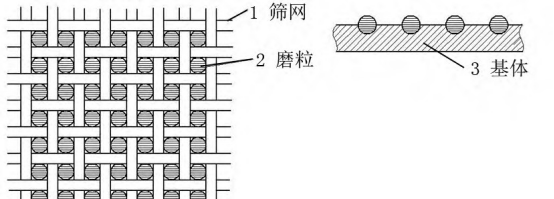
(2)网筛法:网筛法是通过变换网筛孔径的方法实现超硬磨料有序排布的技术,通过调整网筛孔径大小,可将磨粒均匀分布在网孔内,去除多余的磨料后,再将磨料有序的固结在基体上并进行烧结。这种方法操作简单,但只适用于制造单层大颗粒磨料工具。
(3)人工智能负压吸附法:人工智能负压吸附法装置原理是一种新型的磨粒排布方式,其操作主要是用计算机设计磨料的排布方式和取向,通过控制吸盘和取向栅栏的形态,实现设计孔的数量、位置和排布,然后由负压系统吸附磨粒到取向栅栏并吸附在吸盘上,然后通过机械手臂装到模具中压制。目前利用该装置,可实现对颗粒吸附率达100%,对颗粒晶面,晶棱择优取向达85%以上。

2、砂轮成型
在陶瓷 CBN 砂轮成形方面,应尽量保证陶瓷 CBN 砂轮坯体各部位密度相同,同时应保证成形坯体具有均匀的微观结构,但在目前的实际应用中,大部分陶瓷 CBN 砂轮采用机械压制成形的方式,容易造成陶瓷 CBN 砂轮内部残余应力形成,难以在磨削过程中保持性能稳定,因而要对新型成形方法进行研究。
目前,许多研究人员研究了将等静压压制工艺应用于砂轮成型中。该方法适用于一些形状结构复杂或磨料层较厚的陶瓷 CBN 砂轮。相比其他机械压制方法,等静压成型能够使陶瓷 CBN 砂轮在各个方向和部位受到的压力基本相同,各个部位的密度差异很小,可降低陶瓷 CBN 砂轮的不平衡度。


等静压成型原理(来源:阳诚基金)及所制备砂轮的微观图
3、砂轮烧结
在烧结过程中,结合剂成分熔化并在磨料周围流动,从而实现磨料之间的粘结。由于传统的烧结工艺是由外而内逐渐升温完成烧结的,会导致材料内外温度出现明显差异,从而材料整体性能上不够一致。因此近年来逐渐出现一些新兴的烧结方式,比如微波、放电等离子和气氛压力等三种烧结方式,这些新型烧结方法通过引入外场,改变了传统烧结方法仅依靠温度作为传质驱动力的缺点,不仅能材料的烧结时间明显降低,而且也可以大幅降低烧结温度,从而缓解材料内外温度出现明显差异的问题,使得砂轮的磨削性能进一步增强。
参考文章:
1、吴恒恒,许桥,周宏根,等.陶瓷CBN砂轮的研究进展[J].金刚石与磨料磨具工程.
2、许鹏飞. 陶瓷结合剂CBN磨具的制备与性能研究[D].西安建筑科技大学.
3、陈超,龚艳丽,颜亮,等.有序化砂轮的研究现状及进展[J].现代制造工程.
4、白超. 陶瓷结合剂CBN砂轮烧结过程关键影响因素研究[D].沈阳航空航天大学.
5、于天彪,王学智,孙雪,等.高性能CBN砂轮陶瓷结合剂研究进展[J].金刚石与磨料磨具工程.
粉体圈Corange



