
在半导体、精密电子、精细化工、航空航天等高端制造领域,极端工况下的流体喷射、雾化冷却、介质输送等工序,对喷嘴构件的综合性能要求严苛。陶瓷喷嘴凭借高硬度、耐磨损、抗腐蚀、高绝缘的独特优势,可有效规避金属喷嘴易腐蚀、易磨损、寿命短、精度衰减快等缺陷,长期稳定服役于高温高压、强腐蚀、高速冲刷等复杂场景。不过,陶瓷材料脆性大、断裂韧性低、无塑性变形能力,在微细孔、深孔、异形内孔加工中极易出现崩边、开裂、孔壁缺陷、尺寸偏差等问题,如何实现高良率、高精度、高效率的加工,已成为制约高端陶瓷喷嘴产业化应用的关键难题。

来源:圣戈班
加工难点:当“硬骨头”遇上“瓷器活”
陶瓷喷嘴内孔加工的难点主要源于陶瓷硬脆材料的固有属性与高端工况的严苛加工要求之间的矛盾,主要体现在:
1、材料硬脆的加工特性
氧化锆、氧化铝、氮化硅等结构陶瓷虽具有极高的硬度和抗压强度,但断裂韧性普遍较低,这意味着在加工过程中,当切削力超过材料承受极限时,裂纹会迅速扩展。更棘手的是,陶瓷材料的弹性模量与金属相当,但屈服强度极高,几乎没有塑性变形阶段,从弹性变形到脆性断裂的转变仅在瞬间完成,加工过程中切削力、冲击力、热应力稍有不均,就会引发微裂纹、崩边、掉渣、孔壁剥落等缺陷。
2、大深径比加工困境突出
陶瓷喷嘴的喷射性能取决于内孔的结构设计与加工质量。为保证流体控制的精准度与稳定性,其对于孔径精度、孔圆度、粗糙度、锥度一致性等参数误差也提出了极为苛刻的要求。但高端领域所用陶瓷喷嘴多为微细内孔结构,常规孔径集中在0.1-2mm,部分半导体精密喷嘴孔径甚至低于0.1mm,同时孔径与深度的比例常在1:10到1:30之间,细长的孔道使得刀具难以有效排屑,废屑聚集在加工区域容易造成堵孔、孔壁划伤、孔径偏大等问题。同时,狭小空间内切削热量无法及时散发,局部高温会引发陶瓷热应力集中,诱发微裂纹,还会加速超硬刀具磨损,进一步放大加工误差,
3、特种喷嘴微孔结构复杂
航天、化工领域的特种喷嘴常带有锥孔、斜孔、渐变孔径、螺旋流道等异形内孔结构,传统加工方式无法精准匹配复杂轨迹。加工过程中,刀具微小振动、工装定位偏差、材料应力释放,都会导致孔径偏移、锥度不均、孔位偏差,难以实现批量产品的尺寸一致性。
陶瓷喷嘴内孔主流加工工艺
针对陶瓷喷嘴不同孔径、精度、结构、量产需求,行业已形成机械精磨切削、超声波加工、激光微细加工、电火花加工等多种主流工艺,各类工艺原理不同、优劣各异,适配的加工场景与产品规格差异显著,
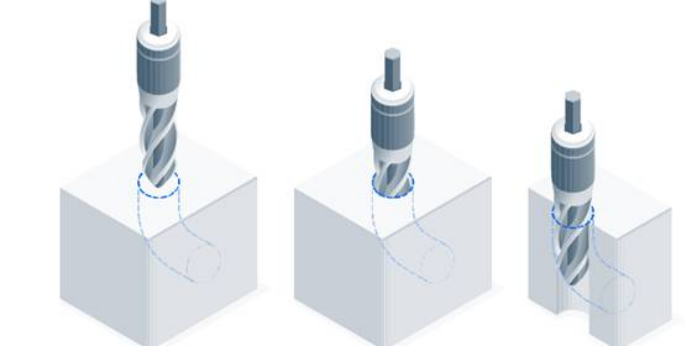
1、金刚石CNC磨削加工
金刚石磨削是 一种通用性强、加工稳定性好、孔壁光洁度较高的传统陶瓷内孔精加工技术,其依托高精度CNC机床搭配金刚石磨头、磨棒等超硬刀具,通过高速旋转磨削去除内孔余量,修正成型毛坯的尺寸偏差与表面缺陷。部分高端设备搭载六轴联动系统,可模拟复杂刀具轨迹,适用于中小孔径(0.5mm以上)通孔、常规锥孔、斜孔的批量加工,适配氧化铝、氧化锆等绝大多数结构陶瓷材质。但存在刀具磨损快的问题,且无法加工0.1mm级超微孔与大深径比深孔,异形复杂流道加工能力有限。
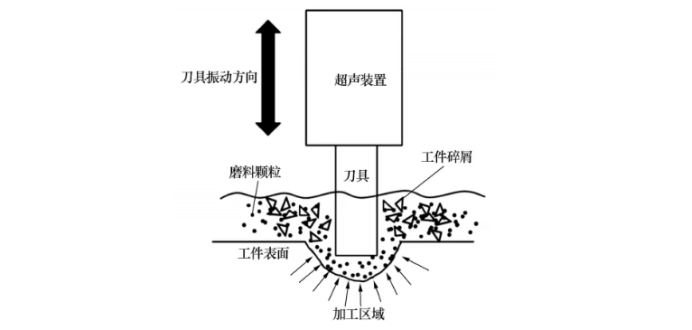
2、超声波辅助钻孔技术
该技术利用超声波振动装置驱动刀具高频、周期性地靠近和远离工件表面,并在含有磨粒的悬浮液的辅助下,使得磨粒在刀具下和工件上流动,冲击工件表面,进而形成微孔。这种加工方式为几乎不产生宏观切削力,且周期性间歇切削的方式让切屑更易断裂排出,热影响区极小,可有效规避陶瓷崩裂、微裂纹问题,特别适合加工直径0.1-2mm的微小孔,且可轻松实现异形孔截面,但缺点在于材料去除率较低,同时也存在刀具磨损问题,会造成微孔的形状精度降低。
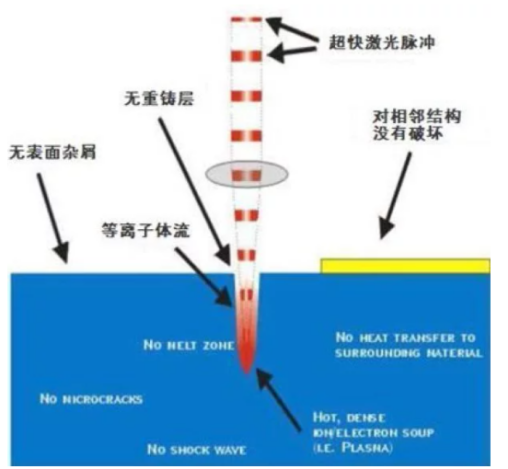
3、激光加工
飞秒、皮秒超快激光加工是当前高端陶瓷超微孔加工的核心工艺,二者均是依靠超短脉冲、超高能量密度特性瞬间气化、剥离陶瓷材料,无机械切削力、无刀具损耗,加工过程无需接触工件,不会产生机械应力与挤压损伤,可精准控制孔径、锥度,实现0.05mm以上超微孔的稳定加工。
但两种激光在脉宽、热影响、加工精度与适配场景上存在明显差异。飞秒激光脉宽更短(飞秒级),能量释放瞬时性极强,加工过程几乎无热传导、无热影响区,可实现纯光致裂解材料去除,孔壁无重铸层、无热微损伤,极致适配半导体超精密微孔喷嘴加工。皮秒激光脉宽相对更长(皮秒级),存在微量可控热累积,热影响区极小,虽精度略低于飞秒激光,但加工稳定性强、能量利用率更高,可兼顾精度与加工效率,适配绝大多数陶瓷精密内孔加工场景。
4、电火花精密加工工艺
电火花加工依托脉冲放电产生的高温电蚀作用,熔化、剥离陶瓷表面材料,实现内孔成型,属于无切削力加工工艺。该工艺不受材料硬度限制,可加工各类高硬度陶瓷材料,加工过程无机械冲击,工件不易开裂,能够稳定加工常规工艺难以实现的深小孔结构。
该工艺的优势在于深孔加工稳定性强、直线度控制效果好、设备成本适中,可弥补传统机械加工的深孔加工短板。但放电产生的高温可能导致陶瓷表面形成重铸层或微裂纹,影响孔壁表面光洁度和材料性能,加工精度略低于激光工艺,适用于大深径比、中等精度要求的陶瓷喷嘴深孔的加工。
小结
陶瓷的硬脆属性天然适合苛刻服役环境,却给高精度、高效率、高一致性的批量制造带来了极大挑战,当前各类主流加工工艺各有优劣、各有适配场景。比如,传统金刚石磨削工艺通用性强却难以攻克超微孔加工难题,超声波加工可有效规避脆性材料崩裂缺陷但加工效率受限,超快激光加工精度顶尖、适配超精密场景却存在应用成本门槛,电火花加工适配深孔加工但表面加工质量存在短板......可以预见,在高端制造国产化升级、精密构件提质增效的行业趋势下,单一加工工艺已无法满足多样化、高精度、批量化的陶瓷喷嘴加工需求。未来,陶瓷喷嘴内孔加工技术将逐步走向工艺复合化。
粉体圈Corange整理



