
在半导体刻蚀、薄膜沉积、离子注入等核心工艺中,设备中的零部件必须在极端等离子体环境、高电压、强腐蚀性气体和频繁热循环下长期稳定工作。氧化铝、氮化铝、碳化硅、氮化硅等先进陶瓷材料凭借高硬度、高电阻率、优异的耐等离子体侵蚀能力以及良好的热匹配性,成为不可替代的关键材料。然而,这些陶瓷的高硬度、高脆性、低断裂韧性等特点在另一方面也成为了制造硬伤,同时随着下游产业向小型化、集成化、多功能化升级,对半导体陶瓷的形状要求已从简单的片、块、棒,转向异形、多孔、薄壁、复杂曲面等复杂结构,比如一下半导体设备所需的典型复杂形状陶瓷部件:

来源:合肥陶陶
(1)静电吸盘(ESC):包含高密度微孔阵列、复杂的气路槽和用于均匀支持晶圆的微凸台阵列;
(2)刻蚀腔体绝缘部件:如气体喷淋头、聚焦环、绝缘环等,常具有曲面轮廓、非均匀厚度的法兰结构、大量细小微孔以及异形连接槽。
(3)精密传感器外壳:具有薄壁、封闭或半封闭内腔、螺纹接口及微小引线孔等复杂特征。
这些复杂形状对陶瓷制造工艺提出了远超常规结构件的苛刻要求。以下从成型、烧结、精密加工三个关键环节逐一剖析技术难点与解决路径。
一、成型
成型是复杂形状半导体陶瓷制备的首要环节,静电吸盘、刻蚀腔体绝缘部件精密传感器外壳等半导体陶瓷零部件需要保证内部结构的均匀性和近净尺寸的精度,而干压、注浆成型等常规成型方法不仅受模具结构限制,无法满足个性化、多样化的复杂形状需求,而且复杂形状生坯在成型过程中,由于不同部位的受力、填充速度不均,易出现生坯密度分布不均、尺寸偏差、分层等问题,脱模时也容易因产生应力集中而开裂。目前,可用于制备复杂形状半导体陶瓷的成型工艺主要有:
1、凝胶注膜成型:
该工艺是将低黏度、高固相含量的陶瓷浆料中注入模具中,并加入有机单体、交联剂和催化剂原位聚合形成生坯。不仅能直接成型复杂形状的零件,而且坯体在干燥和烧结过程中变形极小,尺寸精度高,可减少后续的机械加工,降低生产成本。此外,通过原位聚合反应,陶瓷粉体颗粒被均匀分散并固定在三维网状结构中,避免了传统成型方法中因颗粒沉降或分布不均导致的密度梯度问题,坯体密度均匀,尤其适合大尺寸、薄壁复杂部件的成型。

凝胶注模成型机理
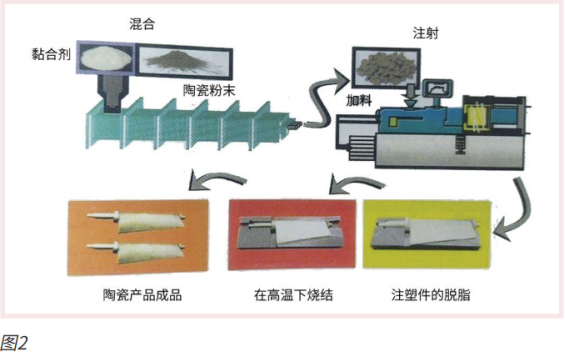
2、注射成型(CIM):
注射成型同样是一种近净尺寸成型工艺,其具体制备流程是将陶瓷粉体与有机粘结剂、增塑剂等混合制成喂料,加热至熔融状态后,通过注射成型机在压力下注入金属模具,冷却固化后脱模,再经脱脂、烧结等工序得到成品。与传统注浆成型技术相比,CIM是将已制成塑性的物料在刚性模具中压制成型,避免了浆料成分偏析的问题,而对比干压成型,CIM则由于流动冲模,生坯密度更均匀,在一定程度上克服了传统干压法成型产品存在的密度、组织和性能不均的现象,适合低成本生产大批量复杂形状及具有特殊要求的高性能小型零件,如传感器外壳和小型绝缘环等。
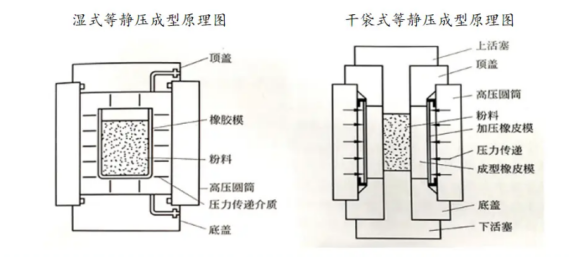
3、等静压成型:
对于聚焦环等轴对称复杂件,可采用等静压成型技术,即将粉末材料封装在柔性模具中,浸入高压容器内的液体或气体介质。通过外部加压系统(如液压泵)向液体施加高压,由于液体或气体介质不可压缩,施加的压力可均匀传递到模具内的材料表面,使材料在各个方向上受到等静压作用,有效避免了因压力梯度导致的密度不均问题。
4、3D打印:对于内部流道极端复杂的部件(如带冷却液回路的ESC原型),采用数字光处理(DLP)或浆料直写技术,可实现传统模具无法成型的互连通道。但该技术目前还受限于较低的浆料固含量,导致烧结密度较低,收缩率较大。
二、烧结
烧结是将生坯转化为致密陶瓷体的过程,通常伴随着15%~25%的线性收缩。对于复杂形状部件,各部位的厚度差异会导致收缩各向异性,加之若存在温度场或应力场不均匀的情况,不仅也会直接破坏特征尺寸精度,更严重的还会产生产品翘曲、开裂、坍塌等问题。因此,烧结工艺的优化方向通常集中在降低收缩速率差异、抑制晶粒异常长大、均匀化温度场以及减少热应力。目前可应对复杂形状的烧结工艺主要有:
1、热压烧结:烧结时向坯体同步施加单向或等静压力,不仅可将压力转化成一部分传质驱动力,降低烧结温度,抑制晶粒异常长大,同时还有助于保持复杂特征的形状。适合静电吸盘和喷淋头。
2、气压烧结:通过在高温烧结过程中施加惰性气体(如氮气)压力,抑制材料高温分解和挥发,显著减少闭孔,同时在气体介质下,压力均匀作用于材料表面,适合需要复杂形状陶瓷材料的烧结。
3、放电等离子烧结(SPS):在SPS烧结过程中,电极通入直流脉冲电流时会瞬间产放电等离子体,而等离子体会使烧结体内部各个颗粒自身均匀地产生焦耳热并使颗粒表面活化,从而实现超快速均匀烧结。由于不同厚度区域的致密化几乎都在同一时间窗口内完成,加之温度场极为均匀,SPS技术可极大缩小了收缩速率差异。但目前该技术主要受限于设备腔体尺寸,适用于传感器外壳或小型绝缘部件。
4、微波烧结:微波烧结通过微波电磁场作用于材料,使材料内部的电子、离子、偶极子等发生极化运动,因介电损耗、电导损耗或磁损耗等将微波能转化为热能,实现材料整体均匀加热。与传统烧结的热传导方式不同,微波烧结是体积加热,升温速度快,内外温差小,可减少因温度梯度导致的变形、开裂等缺陷。
三、精密加工
经过烧结的陶瓷部件往往还需要磨削、研磨、抛光甚至激光加工来达到亚微米级的尺寸公差和纳米级的表面粗糙度,才能满足半导体级应用的需求。然而,陶瓷高硬度、高脆性的特性一方面导致加工工具(砂轮、刀具)磨损极快,加工成本居高不下;另一方面使得材料在磨削力作用下极易产生边缘崩碎、表面微裂纹和亚表面损伤层。对于静电吸盘凸台阵列和喷淋头数千个微孔这类密集、微细且对边缘质量要求极高的特征,传统磨削与研磨方法往往力不从心,要么因接触力过大导致凸台边缘崩缺,要么无法均匀触及每个微孔的内壁和孔口。为此,一系列面向复杂形状陶瓷部件的非接触式或低接触力超精密加工技术应运而生,包括磨粒流抛光、激光打孔/抛光、磁流体抛光以及等离子体辅助抛光等。
1、磨粒流抛光:针对喷淋头底面数百至数千个微孔以及静电吸盘背面的深孔气道,磨粒流抛光采用半固态、掺有超细磨料的黏弹性研磨介质,在液压驱动下反复流经。介质在孔口处受挤压产生均匀的滑动磨削作用,从而去除毛刺并形成光滑的倒圆轮廓。

磨粒流磨料
2、激光加工与抛光:对于陶瓷烧结后存在堵塞或形状偏差的微孔,采用飞秒或皮秒激光进行精准修孔。其中,飞秒激光的脉宽极短,能量被材料吸收后可在极短时间内被释放,热量来不及扩散到周围区域,因此热影响区可控制在0.01μm以内,孔壁无微裂纹和重铸层。此外,激光抛光利用低能量密度激光束快速扫描陶瓷表面,使表层微熔也可实现高精度抛光,既可避免传统抛光中因摩擦、压力导致的表面划伤、变形或磨损,又能轻松处理三维复杂曲面、微结构或局部区域,特别适用于传感器外壳内腔等磨头难以进入的区域。
3、磁流体抛光
磁流体抛光是将微米级羰基铁粉和抛光粉分散于载液中,在强磁场作用下形成可控黏度的“柔性磨头”,。当磁场局部作用于陶瓷工件表面时,磁流体在抛光区迅速固化,磨粒在压力和剪切流共同作用下实现材料去除,具有面型精度高、工艺可控性强的优点,尤其适用于复杂曲面、薄壁、内壁等难以触及的表面,以及要求高表面完整性、低亚表面损伤的精密加工场景。

4、等离子体辅助抛光(PAP)技术:
PAP技术是一种借助等离子体进行表面改性,形成硬度较低的改性层,再结合软磨粒抛光技术实现陶瓷材料表面高效去除的抛光方法,具有去除效率高、可获得原子级平坦表面、不产生亚表面损伤等优势,并可通过气体流动和电场控制,对复杂曲面、内腔、微孔等传统抛光难以触及的部位进行均匀处理,实现全方位抛光,
小结
随着半导体产业对异形、多孔、薄壁、复杂曲面等结构需求不断提升,先进陶瓷作为不可替代的关键材料,其高硬度、高脆性的本质就成了生产最大的拦路虎。当前,复杂形状半导体陶瓷的技术难点集中在成型、烧结、加工三大核心环节,其中,成型阶段需要实现生坯的近净尺寸与均匀密度,烧结阶段需抑制晶粒异常长大、均化温度场并缩小收缩差异,以保障复杂特征的尺寸精度;而精密加工阶段,则需要借助非接触或低接触力方法有效规避材料的崩碎与微裂纹。唯有打通这些工艺环节之间的壁垒,才能真正释放先进陶瓷材料的性能潜力,为下一代半导体装备的自主创新与可靠量产奠定坚实的基石。
粉体圈Corange整理



