
如今,汽车产业向电气化、智能化方向加速演进,汽车电子系统的集成度与功率密度持续攀升,动力系统、车载充电机(OBC)、DC-DC转换器及发动机控制单元等核心部件的工作环境日趋严苛,部分场景的工作温度已突破150℃,极端工况下甚至接近200℃。然而,传统多层陶瓷电容器(MLCC)在高温环境下易出现介电常数骤降、电容值漂移过大、绝缘电阻衰减及电极氧化失效等问题,因此,亟需研发耐温性能更好的高温多层陶瓷电容器(HT-MLCCs)材料体系,以满足当前新能源产业对高温可靠性、长期稳定性的严苛要求。
HT-MLCCs的性能优劣,主要取决于两大材料体系——介质材料与电极材料。二者不仅各自需要满足严苛的高温选材要求,还需在共烧工艺中实现良好兼容。本文将从选材要点出发,分别梳理MLCC介质陶瓷与电极材料体系的发展现状与技术特点。

一、介质材料体系
介质材料的核心技术在于持续高温工况下,维持高体积电阻率、低介电损耗以及介电常数稳定性;同时,抑制内电极与相邻介质层间由高温驱动的有害互扩散、界面反应及微观结构劣化。不过,根据电极材料以及使用场景的不同,介质材料的选择侧重点也有所不同。比如,由于PME(贵金属电极)以银钯(Ag-Pd)合金、纯Pt、纯Pd为主,烧结温度较高(1100℃-1300℃),抗氧化性强,无氧化还原风险,可与在空气气氛下与介质陶瓷进行高温共烧,工艺窗口相对宽泛且易于控制,因此适配介质材料核心聚焦高温稳定性与高介电性能,而BEM体系则由于电极易氧化,因此还需考虑介质材料在还原气氛下烧结后的性能稳定性。
目前,高温介质材料主要分为两大类:Ⅰ类陶瓷(C0G/NP0,超稳定型)和Ⅱ类陶瓷(X型,如X8R/X9R,高介电常数型)。
1、Ⅰ类陶瓷:
采用非铁电(顺电)配方,通常以为主要成分(介电常数小于150)或添加CaTiO3、SrTiO3等(铁电体)氧化物,典型代表为C0G(C表示电容温度系数的有效数字为0ppm/℃,0表示有效数字的倍乘因数为-1(即10的0次方),G表示随温度变化的容差为±30ppm)。该类介质材料的晶体结构高度对称,因此极强的温度稳定性,温度系数可控制在±30ppm/°C以内,容量随温度变化几乎可忽略,同时在电场作用下,其仅通过离子极化和电子极化产生现线性且快速的响应,无自发极化,不会产生电滞回线或非线性损耗,因此介质损耗也极低,特别适用于振荡器、谐振回路、高频电路中的耦合电容,以及其他要求损耗小和电容量稳定的电路,或用于温度补偿。但其介电常数较低,相同体积下难以实现大容量。

Ⅰ类陶瓷名称中字母及数字代表(来源:电源联盟)
2、Ⅱ类陶瓷:
采用铁电配方,通常为钛酸钡基材料,并采用CaZrO3、CaTiO3、Bi2O3、MnO2等改性剂,通过“核-壳”结构设计,拓宽相变温区,目前能够满足高温工况的典型产品有X8R、X9R等(X代表电容最低可工作在-55℃,8(9)代表电容最高可工作在+150(+200)℃,R代表容值随温度的变化为±15%)。相比Ⅰ类陶瓷介质,该体系介质相对介电常数高,比电容大,但电容量随温度呈非线性变化,在高温区相对介电常数急剧衰减,氧空位迁移加剧,绝缘性能急剧衰减常在电子设备中用于旁路、耦合或用于其它对损耗和电容量稳定性要求不高的电路中。
需要注意的是,若采用Ⅱ类陶瓷介质搭配贱金属电极,为避免高温烧结时,贱金属发生氧化,往往需要在还原气氛下进行烧结,但该环境会触发BaTiO3介质发生还原反应,使BaTiO3失去氧而形成氧空位和传导电子,导致介质材料半导体化,致使导电性增加,绝缘电阻降低,因此,可入稀土元素(如Y、Dy)进行晶界掺杂,实现对氧空位的“钉扎”,也避免BaTiO3介质的界面处发生氧空位富集引发的漏电流倍增效应。
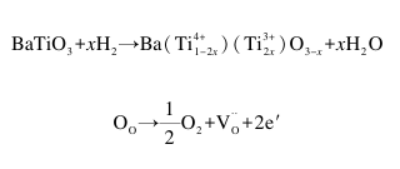
钛酸钡在低氧分压还原气氛下形成氧空位与传导电子(来源:参考文献)
二、电极材料体系
MLCC内电极的选择主要基于贵金属和贱金属两种路线:
1、贵金属电极
PME通常采用钯银(Pd/Ag)合金或纯金属钯、铂等贵金属作为内电极材料。由于在空气中烧成时不氧化、熔点高、与BaTiO₃等介质化学相容性好,PME是最早实现产业化且可靠性经过长期验证,至今仍占据高温MLCC高端市场的技术路线。
·Ag/Pd合金:纯Ag熔点约962℃,但Ag在高温电场下易发生电化学迁移,导致绝缘电阻下降甚至短路,同时与半导体氧化物界面结合不佳。加入Pd(熔点1555℃)形成合金后,不仅提高了整体熔点和抗氧化能力,更关键的是可以通过调节Ag/Pd比例来调控电极的烧结温度,使其与介质材料的致密化温度相匹配。Pd含量越高,电极烧结温度越高、化学惰性越强,但同时成本急剧上升。
·Pt体系:铂(Pt)熔点高达1772℃,化学稳定性极高,因此在对可靠性、稳定性要求极高的场景甚至优于Pd体系,但在实际应用中,Pt作为一种极强的氧交换催化剂,可能会促进常见的钛酸钡(BaTiO₃)基陶瓷介质发生还原反应,夺取陶瓷晶格中的氧,导致电极-介质界面形成氧空位缺陷层,增加介电损耗,降低Q值,因此在高频高Q值应用中并非首选。
2、贱金属电极
BME是相对较新的MLCC电极技术,其内电极采用镍(Ni)或铜(Cu)等贱金属,适配还原气氛烧结工艺。与钯银相比,镍和铜具有显著的成本优势,因此BMEMLCCs已在全球II类陶瓷电容器市场中占据约99%的份额。而在HT-MLCCs领域,其发展趋势之一就是贱金属电极的技术优化,以期在保证高温可靠性的同时显著降低成本。
·镍浆:镍浆是BMEHT-MLCCs中最主流的内电极材料,其基本组成包括超细镍粉、有机载体(粘合剂、溶剂、分散剂)及各种添加剂,烧结温度为1200-1300℃,还原气氛下高温稳定性较好,且内电极对焊料的耐蚀性和耐热性较好,但相比铜电极,其电阻率加高,会导致MLCC的等效串联电阻(ESR)略高,对高频性能有一定影响。
·铜浆:铜的电阻率较低(约1.7μΩ·cm),与银的电阻率接近,能有效降低MLCC的等效串联电阻(ESR),提高电容器的阻抗频率特性,使其在高频电路中表现更优,适用于5G通信、射频微波等高频应用场景。但其熔点比镍粉更低,与陶瓷介质的共烧温度匹配难度较大,需开发低温烧结陶瓷介质或优化烧结工艺。
需要注意的是,无论是镍电极还是铜电极,在高温烧结时都有与陶瓷介质热收缩率失配而引发的层间分层风险,可采用双峰粒径设计,利用粗/细粉体颗粒的协同填充效应优化收缩曲线,减少应力集中,也可采用表面预氧化工艺,在粉体表面形成薄层氧化物过渡层,增强与陶瓷介质的界面结合力。

热膨胀系数不匹配导致的机械开裂(来源:参考文献)
3、端电极材料选择
常规MLCC往往采用的Ag-Ni-Sn三层端电极结构在>200℃高温应用场景下面临Sn焊料层熔融(熔点232℃)导致电气连接失效,以及Ag层在高温梯度下发生电迁移并形成枝晶导致短路的风险。目前,针对超高温端电极应用场景(>200℃),主要有两大体系:
·Sn-Sb合金体系:耐受温度最高可达到280℃,成本低且工艺兼容性好,但延展性相对较差;
·Au-Sn合金体系:耐受温度可达到330℃,具备高强度、高导热、良好耐腐蚀性,但成本极高。
小结
面向新能源汽车、航空航天等领域对高温电子元件的严苛需求,HT-MLCCs材料体系的迭代升级仍需聚焦核心技术突破。介质材料方面,需进一步优化“核-壳”结构设计与稀土掺杂工艺,在提升Ⅱ类陶瓷高温稳定性的同时,兼顾高介电常数与低损耗,破解还原气氛烧结下的介质半导体化难题;在电极材料上,贵金属电极(PME)凭借优异的抗氧化性与工艺成熟度,仍是高端高温MLCC的稳健之选;贱金属电极(BME)则以显著的成本优势与持续的技术进步,正逐步向更严苛的高温场景渗透,成为实现低成本、高性能HT-MLCCs的重要方向。展望未来,随着HT-MLCCs有望在更高温度、更苛刻电应力条件下逐步实现性能与可靠性的跃升,将为下一代智能汽车、深井勘探、航空航天等高温电子系统提供坚实支撑。
参考文献:
曲明山,杨秀玲,李元勋,等. 高温多层陶瓷电容器(HT-MLCCs)产业现状及发展趋势[J]. 电子元件与材料.
粉体圈Corange整理



