
磁流变抛光(MRF)是一种依赖磁流变效应来实现材料去除的半固结磨料加工方式,它通过控制磁流变抛光液的形状和屈服应力以实现对平面或曲面的低损伤加工,具有几乎不产生表面及亚表面损伤的特点,因而常常被应用于加工精度要求很高的超精密领域内。为更好的提高加工效率、获得更好的表面质量,目前衍生出了几种新型的磁流变加工方式。接下来,小编将为大家进行集中的介绍。

磁流变抛光原理图(图源:文献1)
磁流变抛光的去除原理
磁流变抛光技术主要包括磁场发生装置、磁流变抛光液和磁流变抛光工艺三大部分。磁流变抛光液是将抛光磨粒加入磁流变液中混合制成。在毫秒内,磁流变抛光液从牛顿流体向宾汉流体转变,同时转变过程具有可逆性。在无磁场条件下,颗粒分散在载液中;在磁场的作用下,磁性颗粒沿磁感线方向排列形成网状链,同时磁性粒子作用于抛光磨粒。加磁后,抛光液形成多条磁链,磁链之间形成网状结构。磁场发生装置产生磁场区域,覆盖样件加工面。在磁场发生装置的有效磁场区域内,抛光液形成磁链抛光刷,工件与磁流变抛光液切向作用,磁链与工件充分接触,同时工件与磁流变抛光液做相对摩擦运动,从而达到抛光效果。

加磁后磁流变抛光作用机理(图源:文献2)
新型磁流变抛光加工方式
1、化学辅助磁流变抛光技术

原理图(图源:文献3)
化学辅助磁流变抛光是一种结合了化学机械抛光和磁流变抛光技术优点的新型高精度表面处理技术,其主要是通过控制加工参数改变磁流变液特性对材料进行确定性的高精度和高光洁度的表面光整加工,并且不会产生亚表面损伤。磁流变液中的化学环境可使材料表面产生有利于抛光去除过程的化学反应,提高了材料去除效率。磁流变流体也可以根据工件表面形貌和材料特性自适应地调整自身形状,因此可适应不同的加工要求和工件形状。
李伊伦等提出基于二氧化硅包覆四氧化三铁(Fe3O4@SiO2)壳核结构磁性复合磨粒的化学辅助磁流变抛光工艺,并进行6061铝合金平面材料的单因素抛光试验。结果表明,当主轴转速为600r/min、抛光间隙为3mm、进给速度为80mm/min、抛光时间为40min是最优参数组,在此参数下抛光6061铝合金,获得了Ra=0.02μm的超光整表面。对比同参数下传统磁流变抛光后的铝合金表面,因磨粒分布不均导致的表面细小划痕得到改善。
2、磁流变电解复合抛光技术

钛合金人工关节假体的磁流变电解复合抛光加工原理(图源:文献4)
磁流变电解复合抛光是一种结合电解抛光和磁流变抛光的新型表面处理方法。工件端通过碳刷与直流电源正极形成稳定连接,抛光装置的刀柄连接至电源负极,电解液经由软管输送至加工区域,在通电后,依靠电解液的导电性实现电路通路。阳极加工区域的钛基体在强氧化性电解质的促进下,发生氧化反应生成钝化层,而钝化层被磨粒机械去除,使其下的钛基体继续暴露在电解液中,实现“钝化层生成”“磨粒去除”和“钝化层再生成”的循环过程,避免了钝化层生成导致的电解效率降低的问题,同时,流动的电解液将磨粒碎屑、破碎钝化层等杂质带离加工区域,提高了抛光过程的稳定性。
梁志强等针对钛合金结构件高质高效抛光需求,提出了磁流变电解复合抛光新方法,实验发现在加工电压为0.1V时,钛合金加工后表面粗糙度达到最小,而后随着加工电压的增大,加工区域表面粗糙度呈现增大趋势;随着加工间隙的增大,钛合金抛光表面粗糙度呈现先减小后增大的趋势;随着抛光工具转速增大,钛合金加工后表面粗糙度先减小后增大。相比于单一的磁流变抛光,磁流变电解复合抛光钛合金90min,可使表面粗糙度从初始323nm降低至15nm,加工效率提高了62.5%。
3、振动辅助磁流变抛光技术

原理图(图源:文献5)
振动辅助磁流变抛光是将振动辅助加工方法与磁流变抛光方法相结合,通过振动场、磁场和流场之间的耦合作用来提高磁流变的抛光效果。二维振动辅助装置通过夹具带动工件和进行非谐振运动,从而提高磁流变抛光液中悬浮颗粒的分散程度,增加了工件和磨料之间的相对运动,提高了磨料运动轨迹的复杂程度,进而提高磁流变抛光的抛光力和材料去除率。
Jiang等人探究了有无超声振动对磁性复合液抛光的能耗影响,估算了黄铜H62加工过程中超声振动对抛光耗能和表面粗糙度的影响,实验结果表明,超声振动的引入将节能率提高至91.72%,表面粗糙度降低到0.01µm,验证了超声振动辅助磁性复合液抛光方法对黄铜进行绿色制造的可行性。
4、磁流变射流抛光技术

流体和工件之间的作用区域划分(图源:文献6)
磁流变射流抛光技术是一种结合射流抛光和磁流变抛光特点的超精密加工方法,它主要是通过在喷嘴出口处施加磁场,使磁流变液产生磁流变效应,流体粘度瞬时增加,从喷嘴喷出的磁流变液在运动过程中高度准直且稳定,直到撞击工件表面。作为一种非接触式的柔性抛光技术,磁流变射流抛光技术能够在工件表面产生确定性的抛光点,而其加工表面的材料去除率和表面粗糙度都和射流束速度呈正比关系,因此需要根据所需的表面加工精度选取合适的射流速度。
5、超声辅助磁流变抛光技术
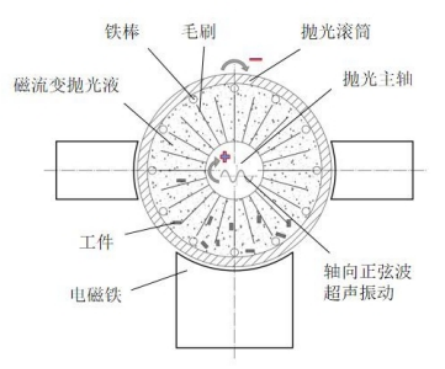
超声辅助磁流变加工原理图(图源:文献7)
超声辅助磁流变抛光技术是利用磁流变抛光液在毛刷上形成磁刷,将超声振动作为外加的振动源,给工件表面施加一定的压力,增大抛光的总压力,从而实现工件表面高质量、高效率抛光的方法。毛刷在电磁铁励磁环境下被磁化,使磁流变抛光液在其表面形成磁刷,在主轴与滚筒的相互转动下,磁刷与被加工工件表面发生复杂相对运动,以实现材料的剪切去除;抛光主轴在超声振动系统的辅助下产生轴向正弦波超声振动,使主轴带动毛刷在磁流变抛光液中产生高频超声振动,迫使着磁流变抛光液中的抛光磨粒不断撞击被加工工件表面,在磁刷研磨与振动/旋转控制的共同作用下,实现对工件的抛光。虽然超声辅助磁流变抛光技术使小加工范围内材料分布更加集中,达到更高的加工效率,但是加工的表面质量并没有明显改善甚至还略有下降。
参考文献:
1、刘宇阳.上盘式磁流变抛光装备研制及工艺研究[D].长春工业大学.
2、郑城.面向氧化铝陶瓷基片的磁流变抛光技术研究[D].福建工程学院.
3、戴立达,张争艳,乔国朝.磁流变抛光技术研究进展[J].机械设计与制造.
4、梁志强,苏志朋,胡雨童,等.钛合金结构件磁流变电解复合抛光试验研究[J].表面技术.
5、周伟东.振动磁流变复合抛光铝基碳化硅加工机理研究[D].长春工业大学.
6、杜红广.超声磁流变微射流抛光新方法及其装置研究[D].长春工业大学.
7、纪阿祥.医用钛合金微小件超声辅助磁流变抛光关键技术研究[D].浙江科技学院.
粉体圈整理



