
3D打印技术的兴起,无疑为制造业带来了革命性的变革,其自由成型的能力让复杂几何结构的零件定制化制造成为可能,然而,3D打印的零件表面通常具有一定的粗糙度,要应用于航空航天、医疗设备和精密机械等领域,需要进行后续的精加工,达到特定的表面光洁度要求。而传统研磨抛光工艺仅适用于平面、圆柱形或规则表面的处理,对于这类具有复杂内部通道或微小特征的零件则显得力不从心。为有效解决传统精加工工艺的局限性,科学家提出了一种先进抛光工艺——磨料流加工技术。

3D打印复杂构件(来源:成都锋岩科技)
根据加工方式和磨料流种类的不同,磨料流加工工艺主要有传统的挤压磨料流加工技术、磨料水射流技术以及软性磨料流加工技术三种。
一、挤压磨料流加工技术
挤压磨料流加工是最为传统的磨料流加工技术,抛光时,以一定的压力迫使具有一定粘弹性的磨粒流快速往复流经被加工表面,边界层磨粒与加工面因相对滑动而产生剪切力,从而实现材料表面的抛光。

半固态磨粒流及挤压磨粒流加工原理(来源:网络)
一般来说,挤压磨料流加工所采用的是由具有粘弹性、柔软性和切割性的高分子材料作为载体,并以一定量磨粒混合形成半固态磨料,其磨粒种类、浓度、粒度以及磨粒流粘度均会影响磨料流加工效果:
1、磨粒种类:常用的磨粒种类有氧化铝(Al2O3)、碳化硅(SiC)、立方氮化硼(CBN)、碳化硼(B4C)和金刚石等不同的磨粒种类其适用范围有所不同,因此应根据待加工工件的材料特性来选取磨粒,例如,对于软金属,使用氧化铝即可获得较好的效果;而对于硬质合金和先进陶瓷等极硬材料,则需要选用金刚石或立方氮化硼。
2、磨料粒度:磨粒越小,其与加工面产生相对滑动时产生的划痕宽度和深度也就越小,能够在较长的抛光时间范围内逐步细化表面纹理,从而获得更好的表面抛光效果,但同时也导致了材料去除量偏低,抛光效率低。
3、磨粒浓度:磨粒浓度越高,就有越多的磨粒能够与工件表面接触,其材料去除率也随之增加,同时显著降低工件的最终表面粗糙度。然而,当磨粒浓度达到一定值时,该工艺参数对工件表面粗糙度的改善效果逐渐趋于平缓。
4、磨粒流粘度:粘度高的磨粒流更不易沉降,可以保持均匀的分布,因此可以带来更好的抛光效果,且具有更高的材料去除量,但过高的浓度和粘度都会导致流体磨料流动性变差,且造成挤压力增大较大,对设备的刚性造成一定的挑战。
通过选取合适的磨粒流以及控制好挤压压力、磨料流速、循环次数等加工条件,挤压磨料流加工技术可以获得较高的加工精度和高加工效率,被广泛应用于窄缝、自由曲面、大内部通道以及不规则形状零件的抛光。但由于高粘度磨料流动性较差,往往难以与薄壁复杂构件的内表面形成良好的共形接触,且在流经狭窄或弯曲通道时遇到显著的阻力会造成结构边缘“过抛”或破坏薄壁形态,从而限制了其在薄壁复杂构件超精密加工中的应用。
二、软性磨料流加工技术
面对挤压磨料流加工技术在处理薄壁复杂构件时的局限性,科研人员创新性地开发了软性磨料流加工技术。该技术的核心在于利用了水溶性载体与磨粒配制而成的液-固两相软性磨料流。不同于传统高粘度磨料的局限,软性磨料流凭借其较好的流动性,能够在加工表面与特制的约束模块之间形成的约束流道中产生高效的湍流运动,磨粒随机撞击被加工表面,从而产生微量切削,完成对材料的镜面级抛光。

软性磨料流(来源:罗恩研磨技术有限公司)及加工原理
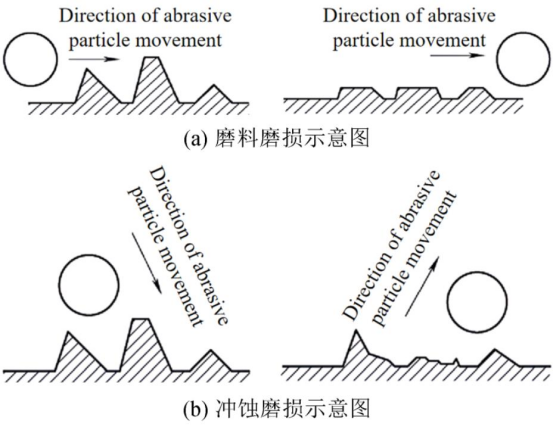
在利用软性磨料流抛光的过程中,产生的材料去除是由磨料磨损和冲蚀磨损共同作用的结果,因此除流体磨料特性和加工条件所包含的影响因素外,工件的抛光效果还与磨粒撞击壁面时的速度、入射角度以及流道截面形状等参数相关,因此往往需要借助计算机模拟和实验验证相结合的方法,以优化工艺参数,确保在提高加工效率的同时,实现对工件表面的精确修整,达到既定的光洁度要求。
由于该技术可以灵活适应薄壁构件的细微几何特征,即使是在狭窄或弯曲的空间内,也能保持良好的材料去除效果,最大限度地减少了对薄壁结构的损伤风险。不过软性磨粒流是利用磨粒随机撞击和磨损作用来去除材料,过程较为温和,且无法与具有粘弹性的磨粒流一样携带大量的磨粒,因此存在加工效率较低的局限性。
三、磨料水射流抛光技术
磨料水射流抛光技术是在纯水射流技术的基础上发展而来的一种新型抛光技术,主要是将混有细小磨粒的抛光液以一定速度从喷嘴小孔喷出,利用磨粒在工件表面产生的高速碰撞、剪切作用,从而达到磨削去除材料的效果。

水射流和磨料水射流原理图
在这一复杂的材料去除过程中,磨粒与工件表面的相互作用涉及两种主要的应力:一种是垂直于工件表面的法向压应力,他会促使磨粒嵌入工件表面内,引发脆性断裂,而产生微小的网状裂纹并扩展;另一种是水平分布的径向剪应力,它则促使磨粒与被加工工件表面相对运动形成微切屑而发生塑形断裂。脆性断裂与塑性断裂在磨料水射流加工中相互交织,再加之水楔的作用,完成了对材料的去除。
根据磨料水射流的材料去除机理,喷射压力、喷射角度、喷射距离等参数对材料去除率和表面粗糙度都会产生重要影响:
1、喷射压力:低的喷射压力使射流中磨粒对工件表面产生碰撞剪切去除的能量不足,造成磨粒与待加工表面之间仅存在弹性碰撞,而无法产生材料去除;而当喷射压力较高时,磨粒获得的动能也较大,使得材料去除率提高,但容易在材料表面产生加工纹理,影响抛光效果。因此需要适当控制喷射压力大小,兼顾抛光效果与抛光效率。
2、喷射角度:喷射角度会影响工艺的材料去除形式,通常存在一个最佳的射流喷射角度。若入射角度小于最佳射流喷射角度时,材料的塑形去除效果较大,此时角度越大,则射流速度的水平分量越小,造成工件表面所受剪切力降低,导致材料去除量下降。若该入射角角度超出最佳射流喷射角度时,材料的脆性去除效果较大,当角度增大时,由于射流的垂直分力增大,使得材料去除量增加,但同时材料表面的粗糙度也会在增加。
3、喷射距离:喷射距离是指喷嘴末端至待加工工件表面的距离。当喷射距离达到某一范围内,随着喷射距离的增加,磨粒动能随之增大,有利于材料的去除;但如果超出这一距离范围,无论是射流抛光过程中的壁面磨蚀区或冲击去除区,其范围内的流体反弹回流较多,导致磨粒到达待加工表面的速度也相应减少,最终造成材料去除量下降。

喷射距离对切口轮廓的影响
由于水射流作为载体, 磨料水射流抛光技术具有无热影响、无热变形、加工精度高、加工范围广、可达性较强等优势,能够应用于陶瓷、玻璃、石英、硬质合金及特殊材料等制备的复杂结构工件表面的加工。然而,由于射流的直线特性也会导致射流无法与薄壁复杂构件的内表面形成良好的共形接触均匀的加工效果,因此该光整技术与挤压磨料流加工技术一样会对薄壁复杂构件的表面造成损伤。
参考文献:
1、郑宸曦,陈书凝,张鑫龙.磨料流光整加工理论与技术研究进展[J/OL].表面技术.
粉体圈整理



