
目前,面对日益激烈的市场竞争和不断降低制造成本的压力,高速切削加工已成为提升制造业竞争力的关键点。高速刀具以高效率、高精度和高表面质量为基本特征,在汽车工业、航空航天、模具制造、电子行业和仪器仪表等行业中获得了愈来愈广泛的应用。不过在实际切削加工过程中,存在切削力大、切削温度高、刀具磨损快等问题,高速高效切削加工刀具的性能提高很大程度上依赖于刀具涂层的发展。

金属切削对刀具涂层的要求
硬质涂层的任务是为切削刀具基体提供磨损保护和热防护,对涂层的具体要求取决于切削工艺、参数和被加工材料的选择。
主要有以下要求:
(1)在连续切削过程中(如车削),刀刃−切屑、刀刃−工件接触区域通常会达到较高温度,通常采用低热导率的厚涂层(5~20μm),可刀具基体提供热屏障,让产生的热量被转移到切屑中,从而降低刀具刃口的热负荷,阻止或延缓刀具刃口的塑性变形。但对于导热系数低的工件材料,需要导热系数较高的涂层来从接触区域散去热量,在切削难加工材料时,通常采用垂直表面导热率低、平行表面导热率高的刀具涂层。
(2)在断续切削中,例如铣削工艺,热量不会连续产生,因此接触面温度低于连续切削,但循环的应力和热载荷会导致切削刃产生疲劳破损,通常采用残余压应力的薄涂层(3~5μm),如PVD涂层。

不同类型的切削加工
PVD涂层技术的优势
硬质涂层性能与其化学键成分有关,分共价键为主的超硬涂层(金刚石、立方氮化硼等)、离子键为主的惰性涂层(氧化铝、氧化铬等)、金属键和共价键混合的硬韧涂层(氮化钛、硼化钛等),化学键的性质决定涂层力学、化学性能,影响涂层与基体的结合力。

刀具涂层材料化学键类型
涂层材料以单层或者多层、纳米多层/纳米复合结构组成刀具涂层,在实际刀具涂层设计中,为改善与基体的界面结合及调控涂层的元素扩散、应力分布、承载能力和表面功能性等,会考虑多层的涂层设计。
刀具涂层技术分为化学气相沉积(Chemical Vapor Deposition,CVD)和物理气相沉积(PVD)。最早商用的刀具涂层为CVD-TiC涂层,随后TiN、TiCN和Al2O3涂层也相继商业化。随着切削速度的提升和难加工材料的使用,刀具服役条件日益严苛,TiN、TiC涂层的高温性能已不能满足加工需要,引入其他元素的复合材料涂层可大幅提升性能,通常采用PVD方法来制备。
相比于CVD,PVD具有显著的优点:涂层种类多,沉积温度较低,适用于大多数刀具基体材料,目前已发展出了多种元素、多种结构(多层、纳米多层、纳米复合)、多材料(氮化物、硼化物、氧化物)的PVD刀具涂层。

PVD刀具涂层沉积技术的主要类型
市场主流的PVD刀具涂层技术有电弧离子镀(Arc Ion Plating,AIP)和磁控溅射(Magnetron Sputtering,MS)两类,AIP刀具涂层以瑞士Oerlikon Balzers公司为代表,MS刀具涂层以德国CemeCon公司为代表。
1.电弧离子镀技术
在电弧离子镀技术中,涂层材料经真空室中低电压、高电流的电弧放电转化为气相,电弧在靶材表面做无规则的运动,弧斑所到之处局部温度高达15000℃,靶材能够瞬间蒸发并实现高效离化,激发粒子通常具有较高的粒子能量,有助于提高涂层的结合强度和硬度,获得结构致密,力学性能优异的刀具涂层,如TiN、TiAlN、TiAlSiN和DLC等涂层。
电弧离子镀技术原理
电弧离子镀具有靶位可调性和较低沉积温度的特点,可以实现较广泛材料表面防护涂层的制备,同时避免零部件的热变形及材料退火,而通过多靶组合沉积可以实现涂层成分和结构的可控调节。但是由于弧斑能量集中,靶面的不均烧蚀容易形成液滴缺陷,通常会导致电弧离子镀涂层具有较高的表面粗糙度,同时在涂层生长过程中,液滴缺陷附着会打断涂层的连续生长,形成孔洞等生长缺陷,对涂层的力学性能会产生较大影响。近年来,结合电磁场和永磁场调节控制弧斑运动实现高性能涂层制备备受关注。
基于电弧离子镀技术发展的过滤电弧沉积(Filtered Arc Deposition, FAD)和离子辅助沉积(Ion Assisted Deposition,IAD)技术在改善电弧沉积液滴缺陷方面也有突出效果,区别于阴极电弧源磁场设计,FAD技术通过在靶材与工件间设置弧形弯管配合电磁场作用实现对大颗粒的有效过滤,而IAD技术通过辅助离化增加了沉积腔室的等离子体密度,提高了阴极弧蒸发离子碰撞和二次离化的几率,从而实现了对涂层微观结构的调控和生长缺陷的改善。

电弧离子镀技术典型涂层结构
2.磁控溅射技术
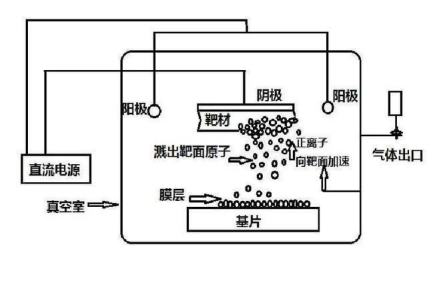
在磁控溅射技术中,气体放电离化形成的高能等离子在电场作用下加速轰击靶材表面,溅射出的靶材原子通过动量传递获得动能后运动到基材表面,通过吸附、形核、生长最终形成涂层。
根据工艺需要,磁控溅射技术可以实现单一金属、合金和化合物涂层的溅射制备,溅射过程中配合通入不同的反应性气体(N2、O2等)可以实现涂层成分多样化设计。磁控溅射靶面温度低,避免了溅射过程中大颗粒缺陷的产生,所以能够获得表面质量优异,结构致密的涂层。

磁控溅射技术原理
与电弧离子镀相比较,磁控溅射仍然存在靶材离化率低、膜基结合力差等缺点,因此实现磁控溅射的高效离化一直是研究热点方向。根据磁控溅射电源的不同可以主要分为直流磁控溅射(DC MagnetronSputtering, DCMS),射频磁控溅射(Radio Frequency Magnetron Sputtering, RFMS)和脉冲磁控溅射,其中高功率脉冲磁控溅射(HiPIMS)在提高靶材离化率和高性能涂层制备方面表现突出。
HiPIMS制备的涂层性能优异,表面光滑无液滴、厚度均匀与基体结合良好,其致密涂层形态有利于高温稳定性及抗氧化性的提升。因为沉积过程中较高的的离化率,增强了沉积原子的迁移率,使得涂层晶粒细化、结构更致密。相比于普通磁控溅射,HiPIMS所制备的TiN、CrN的硬度更高。HiPIMS使涂层的晶粒细化、结构致密化获得了更好的力学、摩擦磨损及高温抗氧化性能等,显著提长了刀具涂层的切削寿命,因而应用广泛。

磁控溅射技术典型涂层结构
总结
高速、高精、绿色切削加工的发展不仅要求刀具涂层具有优异的硬度、耐磨性,还需具备良好的韧性及精细的热管理。高性能硬质涂层的研究也不断朝着更加复杂的体系发展,多元多层多相的设计成为一大趋势。国内PVD刀具涂层行业正经历从依赖进口到全面国产替代的过程,近年来国产PVD装备取得了长足进步,但在技术细节和应用稳定性上还与国际领先品牌存在一定差距,未来发展的着力点包括:涂层装备与沉积技术的一体化封装,涂层结构性能的底层设计逻辑,涂层性能与切削摩擦磨损的作用关系。
参考来源:
1.面向切削刀具的物理气相沉积涂层回顾与展望,王启民、彭滨、许雨翔(广东工业大学学报);
2.高速切削加工关键技术及发展方向,李忠新、黄川、刘延友(中国工程机械学报);
3.高速切削刀具物理气相沉积涂层研究进展,王启民、黄健、王成勇(航空制造技术)。
粉体圈小吉
本文为粉体圈原创作品,未经许可,不得转载,也不得歪曲、篡改或复制本文内容,否则本公司将依法追究法律责任。



