
医疗器械通常直接或间接与人体接触,故需要在高度卫生和洁净的环境中使用。抛光通过去除材料表面的氧化层、污渍和微小的凹凸,能确保器械表面的光洁度,从而减少细菌和微生物的滋生,有助于满足医疗卫生要求。对于人工关节、起搏器、骨钉等与人体长时间接触的植入式医疗器械,抛光技术还能够消除可能影响器械生物相容性的不均匀性和粗糙表面,从而降低患者感染和不良反应的风险。但因为医疗器械使用的特殊性,对抛光技术有如下要求:

1、粗糙度要求:医疗器械的表面粗糙度需符合特定标准,以确保微生物无法附着和滋生,同时易于清洁、消毒。例如:大部分医疗器械如注射器、输液装置等,通常要求Ra值在0.2μm到0.6μm之间。
2、精度要求:表面的精确度对器械的组装和使用至关重要,对于与人体组织接触的部分,精度是确保器械性能和生物相容性的重要因素,一般要求植入式医疗器械的Ra值小于0.2μm。
3、无毒性:医疗器械表面的处理和抛光材料必须无毒、无害,并且不会释放有害物质,确保器械与人体组织的安全接触。
医疗器械抛光技术如何选择?
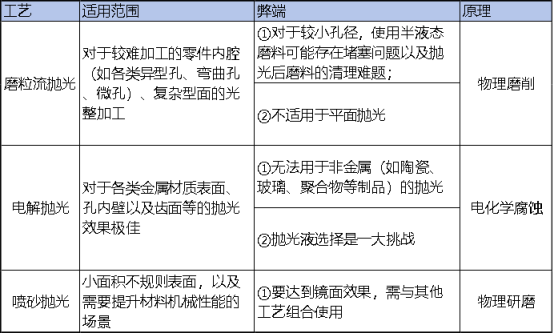
常见的医疗器械材质有金属、陶瓷、玻璃以及可降解聚合物等,而金属材质又包括了不锈钢、合金钢、钛合金,还有部分镍钛合金等,其中不锈钢的硬度相对较低,合金钢的硬度相对较高,而钛合金的韧性和耐腐蚀性更好。可以说不同的材料具有的不同特性,会影响具体产品的光整难度,以及工艺组合的选择。下面小编将对比几种抛光工艺,探讨它们在医疗器械的适用性:


人造陶瓷关节、可降解聚合物心脏支架、玻璃注射器、镁合金接骨螺钉
磨粒流抛光
磨粒流抛光技术,又称“挤压研磨抛光”,是近年来迅速发展起来的精密光整加工方法,其技术核心是利用高分子载体、磨粒和添加剂均匀混合而成的一种黏性非牛顿流体作为研磨介质,在挤压力作用下会形成一个半固态的、可流动的“挤压块”,高速往复流过欲加工工件的某些部位,从而产生磨削作用,对通道面和边角进行去毛刺、抛光和倒圆,实现精密的抛光处理。


磨粒流抛工件及工件孔内作用示意图gif(来源:苏州布莱特磨粒流公司)
由于磨粒流抛光采用的是含磨粒的粘稠性磨料,具有一定的柔软性和流动性,其易与任何形状的加工表面吻合,特别适合于较难加工的零件内腔(如各类异型孔、弯曲孔、微孔)、复杂型面的光整加工,因此其应用也迅速推广到了各个领域。
在医疗器械加工领域,磨粒流抛光主要有以下好处:首先,它是基于物理研磨原理的工艺,因此抛光期间不会发生化学反应腐蚀医疗器械,避免污染医疗器械表面,确保人体使用时能够安全接触。其次磨料主要是在工件表面产生切削和挤压作用来完成抛光的,其中的切削作用不会如其他形式的机械抛光一样产生瞬时局部高能量高压力,而是以柔克刚式地持续研磨,因此不会对工件表面产生弹、塑性变形,也不会形成热应力,残余应力,冷作硬化等表面缺陷,而研磨介质对工件的挤压作用,则可以保持甚至增强医疗器械抛光面的质量特性。

钛合金毛细管内壁进行磨粒流抛光前后对比(来源:苏州斯曼克磨粒流体抛光设备集团)
在选择磨料时,磨料颗粒的硬度、大小以及半流体的粘稠度和遇热后是否会黏附于工件表面等都是需要考虑的影响抛光去毛刺质量的关键因素。一般来说,碳化硅、白刚玉、金刚石等都是磨粒流抛光常用的磨料,根据它们的硬度与不同材质的工件相匹配。例如,常用于场景用于矫形、内窥镜、脊柱、创伤等外科和医疗程序的一次性和辅助设备的铝合金,选择碳化硅作为磨粒即可。而对于常用作硬度较高且用作植入式医疗器械(如骨科植入物、心脏支架等),需要较高抛光精度的不锈钢,白刚玉或金刚石则更为合适。另外,微创手术器械的内腔孔径通常也较小,在选择磨粒时,还需考虑磨粒大小,避免堵塞孔径。而针对十分复杂的内腔,则不建议使用半流体的磨料,采用液态磨料更能避免孔径堵塞,也更利于抛光后磨料的清理。
电解抛光
电解抛光是一种通过无机电化学反应来进行表面抛光的加工方法,可产生光滑(甚至可以提高50%的Ra值)、几乎无缺陷的表面,提升清洁性和抗病原体能力,并可增强耐腐蚀性,是医疗制造商首选的精加工方法。
电解抛光过程包括将金属部件浸入电解质溶液中,同时向浴槽施加电流。电流与金属发生反应,溶解表面杂质,由于工件表面上的微小凸起产生的放电效应最明显,会最先被溶解,而后逐渐变成平滑光亮的表面,呈现出超光滑、超洁净的表面。

电解抛光原理(来源:机械工程师笔记)
电解抛光用于医疗器械制造的优势:
虽然电解抛光与普通的化学抛光类似,基本原理都是通过在化学溶液中选择性地溶解材料表面微小凸出的部分,从而使表面变得更加平滑和光滑,但电解抛光可以更精确地控制抛光过程,包括电流密度、溶液成分和工艺参数,从而实现更高的一致性和可控性,从而确保医疗器械的精确度,提升骨科类、支架类器械等植入式器械的生物相容性。
而对难于用机械抛光的硬质材料﹑软质材料以及薄壁﹑形状复杂﹑细小的零件和制品,电解抛光都能进行加工,并且在材料原本就较为平整的情况下,电解抛光甚至还能够无接触实现超精密的抛光,去除显微镜下才能看到的表面材料层的同时,也不会产生任何切削刀痕,避免藏污纳垢进而滋生细菌,并抑制抵抗清洁的细菌生物膜的形成,降低了医疗设备、植入物及手术工具的污染,对人体造成感染的风险。

电解抛光前后对比
电解抛光的局限性:
电解抛光是基于金属表面在电解液中发生的氧化还原反应的抛光技术,即电解抛光的进行有两大影响因素,抛光材料的导电能力和电解液是影响其进行的两大因素。也就是说电解抛光只能用于不锈钢、铝合金、钛合金等金属材质制成的医疗器械的抛光,对于玻璃、陶瓷、聚合物类等无法导电的医疗器械,电解抛光则无能为力。而选择适当的电解液对于获得良好的抛光效果也非常重要,不同的金属和合金需要使用不同的电解液进行抛光处理,不同的电解液对于处理效果和表面质量会有很大影响,目前电解液的选择是当前电解抛光技术的难点之一。
喷砂抛光
喷砂抛光是一种常用的表面处理方法,在喷砂过程中,使用压缩空气或其他气体产生的高速风将磨料颗粒加速,并通过喷射器喷射到待处理的材料表面。这些高速飞沙颗粒具有一定的动能,当它们撞击在材料表面上时,这些动能会转化为机械能,从而产生冲击力,导致材料表面上的污垢、氧化层、涂层以及微小毛刺等被冲击、碰撞、剥离或磨蚀,有效地去除材料表面可能存在的微小的裂纹、缺陷或不均匀层。

喷砂示意图
其中,冲击力会在材料表面引入压应力,这些压应力可以抵消材料内部的拉应力,改变工件表面应力状态,起到硬化效果,提高表面的耐磨性和抗疲劳强度的物理机械性能,从而提升材料的耐用性。而产生的磨蚀效应类似于普通的机械研磨,一般来说,喷砂处理可以在不同粗糙度之间任意选择,影响表面粗糙度效果的主要因素是磨料的硬度和形状。常用的磨料有陶瓷砂(刚玉、氧化硅或碳化硅)、冷铸铁砂(不锈钢砂)、天然矿砂(玻璃珠、金刚砂)等,磨料种类的选择应当根据具体的应用和被抛光工件的材料进行选择,在医疗器械制造领域,陶瓷砂应用得较为广泛,它具有硬度和光滑性高的特性,相比于冷铸铁砂,陶瓷砂对工件表面,无污染,无粉质残留,无偏色现象产生,尤其适用于金属材料的表面加工。基于其特别细小的微观组织,陶瓷丸还具有非常好的抗冲击强度和韧性,能将工件表面处理得光滑均匀,光洁度和抛光效果好。

经喷砂抛光后的钛合骨钉(来源:苏州斯曼克磨粒流体抛光设备集团)
除了材料种类的选择,磨料的粒径大小和形状也是影响粗糙度的关键,一般来说,磨料颗粒越小,形状越圆滑,其喷砂处理后的表面越光滑,但是相应的切削力也会有所降低,针对本就较为光滑的表面,喷砂工艺可以很快地抛光至镜面。但如果表面粗糙度比较差,则无法达到理想效果。因此喷砂工艺在医疗器械制造中常需与其他工艺配合使用,先用其他方式粗打磨,然后用小粒径的球状磨料精抛,这样既可以达到镜面效果,也可以节省很多人力。
小结
以上几种工艺,在医疗器械上的应用各有优点,也各有局限,对于一种医疗器械,单一的工艺有时无法达到所需的抛光要求,这种情况下可以将多种抛光工艺组合使用的,以达到所需的抛光效果,比如可用磨粒流抛光医疗器械的孔隙后,再用电解或者喷砂处理磨粒流无法抛光的表面,保证整个工件都能得到抛光。
资料来源:
1.喷砂工艺在医疗器械中的应用,杨景晞,机电产品开发与创新
2.金属表面处理中的电解抛光技术研究,金属表面处理服务商
3.关于医疗器械及零件的抛光问题,苏州斯曼克磨粒流体抛光设备集团
4.器械技术:电抛光在哪些3类医疗器械上有应用,医聊MedTalks
粉体圈Corange整理
本文为粉体圈原创作品,未经许可,不得转载,也不得歪曲、篡改或复制本文内容,否则本公司将依法追究法律责任。



