
随着航空航天、生物医学、虚拟现实等前沿领域的快速发展,复杂曲面光学元件的需求日益增长。这类元件不仅需要达到纳米级表面粗糙度(Ra<10nm)和亚微米级面形精度(PV<1μm),还要求保持优异的亚表面完整性。然而,传统超精密加工技术如金刚石车削和微铣削普遍存在刀纹残留效应,而研磨工艺则易诱发亚表面损伤层和微裂纹。磨料水射流抛光技术凭借其对复杂曲面的高度适应性及优异的表面质量,逐渐成为超精密元件制造领域的重要后处理技术。

磨料水射流抛光在超精密加工领域应用
技术原理:多相流驱动的微观材料去除
磨料水射流抛光的工作原理并不复杂:通过高压泵将水与微纳磨料组成的均匀抛光液加压,经喷嘴高速喷射至工件表面,利用磨料颗粒的冲蚀作用实现材料去除。水的角色是分散磨料颗粒并作为加速载体,而磨料颗粒则充当“微观切削工具”。

磨料水射流抛光原理(a) 磨料水射流抛光系统;(b) 抛光界面材料去除原理
从流体力学角度看,该过程涉及多相流系统(空气、水、磨料颗粒)。抛光液从喷嘴喷出后,经历自由射流区、过渡区和停滞区三个阶段。在自由射流区,流体获得高速并带动磨料颗粒加速;当射流接近工件表面时,由于工件的阻挡,射流方向偏转并沿表面向四周流出,中心区域形成高压停滞区。
研究人员通过流体动力学仿真发现,磨料颗粒的撞击速度和角度分布并不均匀——中心区域颗粒速度较低、撞击角度较大,而非中心区域则相反。这种分布特性直接影响了材料去除函数的形状。
材料去除机制:塑性材料与脆性材料的差异
磨料水射流抛光的材料去除机制因材料性质而异,理解这一差异是优化工艺的关键。
对于金属等塑性材料,去除机制主要包括三种作用:当磨料颗粒切向与法向速度均较大时,以切削作用为主,材料呈细长冲蚀坑剥离;若切向速度高而法向速度低,则表现为耕犁作用,材料在划擦路径两侧堆积后逐步去除;当法向撞击为主时,仅为挤压作用,材料发生弹塑性变形但去除效率极低——这正是去除函数中心区域几乎无材料去除的原因。

冲击颗粒侵蚀行为的示意图:(a) 冲击信息;(b) 变形磨损;(c)典型切削类型 (I);(d) 典型切削类型 (II)
对于玻璃、硅片等脆性材料,情况更为复杂。低能量撞击下可能表现出塑性去除,获得较平滑表面;但高能量或多次重复撞击下,易形成微裂纹、位错等结构损伤,最终诱发块体剥离或裂纹扩展,导致表面质量劣化。这一脆性去除机制限制了该技术在高精度光学元件加工中的直接应用。

颗粒压痕导致的裂纹扩展示意图
工艺性能与应用效果
磨料水射流抛光已在多种材料上展现出优异性能。在金属材料加工方面,香港理工大学团队使用碳化硅磨料对电火花加工后的正弦结构表面进行抛光,表面粗糙度从400-600nm降至15-18nm,形状保持精度高达99.2%。对于V型槽阵列表面,刀纹被完全去除,粗糙度从132.5nm降至40.6nm。
在玻璃和陶瓷加工方面,超声耦合磨料水射流抛光技术表现突出:在20μm振幅超声辅助下,玻璃微流道抛光118分钟后表面粗糙度Ra从1.477μm降至0.049μm,材料去除效率提高了3倍。中国科学院团队采用纳米二氧化硅活性磨料,利用化学作用实现原子尺度去除,在2μm×2μm区域获得0.09nm的超低表面粗糙度,不过该方法效率较低,且受限于特定工件材料。
现存挑战与创新解决方案
尽管前景广阔,磨料水射流抛光仍面临四大技术瓶颈:
抛光效率是首要问题。喷嘴直径通常限制在2mm以下,单纯提高射流压力又会恶化表面质量。为此,研究人员开发了多射流抛光和线射流抛光技术,通过增加射流数量提升效率;超声空化辅助抛光则将材料去除率提高至380%。
抛光精度方面,随机撞击特性可能导致表面质量恶化,且难以稳定获得亚纳米级粗糙度。纳米颗粒弹性发射喷射抛光通过化学与机械协同作用,已实现0.1nm级表面粗糙度,但效率问题仍有待解决。
脆性材料加工是第三大挑战。超声振动辅助抛光被证明可有效抑制脆性断裂:施加20kHz、4.8μm振幅的振动后,4H-SiC晶圆表面完整性显著改善,通过扫掠效应增强了磨料颗粒的交叉流速。
去除稳定性控制涉及抛光液循环系统设计、磨料污染防控、高压泵阀芯磨损等问题,需要从设备层面进行系统性优化。
应用现状
目前,磨料水射流抛光已广泛应用于复杂曲面和结构面的光整与修形,能够有效去除单点金刚石车削刀纹、激光加工熔融层等缺陷。通过计算机控制的确定性材料去除,还可实现面形误差的高精度修正——旋转喷嘴将去除函数从月牙形转变为高斯型后,面形修正能力显著提升。
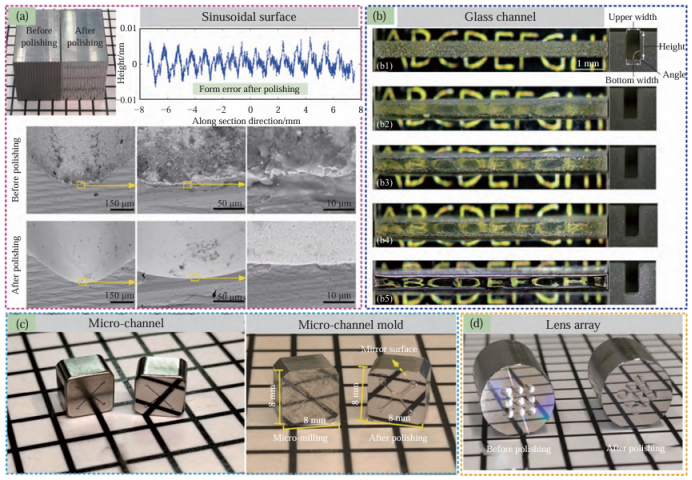
不同表面磨料水射流抛光效果。(a) 正弦表面;(b) 玻璃微流道在不同抛光阶段的底面和截面轮廓;(c) 金属微流道及其模具表面;(d) 透镜阵列
随着技术瓶颈的逐步突破,磨料水射流抛光将在超精密加工领域扮演愈发重要的角色,为高端光学制造提供更强大的技术支撑。
参考文献:
[1]张自力,张志辉,吴威,等.磨料水射流抛光技术研究进展(特邀)[J].红外与激光工程,2025,54(09):11-29.
粉体圈整理



