
单晶金刚石具有超宽的禁带宽度、低的介电常数、高的击穿电压、高的热导率、高的本征电子和空穴迁移率,以及优越的抗辐射性能,是目前已知的最有前景的宽禁带高温半导体材料,被誉为“终极半导体”。不过,应用于半导体领域的单晶金刚石对于面型精度要求极高,要求表面超光滑和近乎无损伤,来保证接触面积足够大从而提高导热效果,而单晶金刚石不仅硬度大、化学性质稳定,而且脆性大、断裂性韧性低,为其抛光带来极大的难题,因此有必要探索更精密的单晶金刚石抛光技术。

金刚石衬底
金刚石的抛光难题及抛光机理
金刚石的摩氏硬度为10,是已知最硬的天然材料,这意味着普通的磨料和抛光方法对其几乎无效,而且金刚石存在各向异性,采用常规的抛光技术容易产生裂纹和缺陷,此外,金刚石在常温下对大多数化学物质都非常稳定,难以通过化学腐蚀来实现去除。因此,针对上述抛光难题,需要根据其特性研究其抛光机理,目前,金刚石的去除机理主要有3种:微破碎去除、石墨化去除和氧化去除:
(1)微破碎去除:
是以金刚石微粉为磨粒,通过机械研磨的方式可以实现金刚石的去除,这种去除方式依靠磨粒的机械作用力实现微破碎去除,属于脆性去除,研磨后的表面会出现较多的凹坑,表面质量较差。
(2)石墨化去除:
金刚石和石墨都是碳的同素异形体,采用过渡金属元素制备抛光盘,在高速高压或高温真空的环境下对金刚石进行加工,可以促进金刚石表面转变为石墨或无定形碳相,使得原本坚硬的金刚石表面变得相对柔软,更容易被磨粒去除。
(3)氧化去除:
采用强氧化剂对金刚石进行氧化,使表面形成一层较软的氧化层,再借助磨粒机械剪切作用实现氧化层的去除,属于塑性去除。
除此之外,金刚石的抛光机理还涉及非晶化、蒸发、溅射等,通常一种加工工艺会涉及多种机理。
金刚石的抛光技术
1.激光抛光
激光是一种电磁辐射的相干和放大光束,是原子中的电子吸收能量后从低能级跃迁到高能级,再从高能级回到低能级的时候,所释放的能量。利用激光扫描工件表面,其所释放的能量可以在不产生新的表面裂纹或缺陷的前提下对材料表面进行重熔,实现工件表面凸起位置到凹陷位置的平滑处理。

由于激光加工是依靠激光光斑的高功率密度实现去除,需要精确控制能量密度、光斑直径、光束强度等激光参数,才能够保证实现超低损伤的抛光。以往所采用的激光一般为纳秒及皮秒激光,激光脉冲时间长(纳秒为10-9秒,皮秒为10-12秒),电子中沉积的激光能量在激光脉冲照射材料的时间内就传给晶格,触发金刚石向非金刚石碳以固相结构方式转变,导致金刚石表面非晶化、熔化和表面蒸发而实现抛光。这种高功率的激光虽然可以产生较快的去除率,但热效应也很明显,对材料的热冲击依然很大,限制了加工的精度。而飞秒激光的脉冲宽度(10-15)小于电子声子相互作用的时间尺度,电子中沉积的激光能量来不及传给离子,激光脉冲辐照就已经就结束。此时离子的温度比较低,不会给周围的材料带来热影响,表面石墨化程度降低 ,能产生更平滑、更清洁的表面,但材料去除率却不及纳秒和皮秒激光,在大尺寸金刚石的抛光应用上受到限制。


长脉冲和短脉冲激光的区别(来源:金属加工)
2.离子束抛光
离子束抛光也是一种非接触式的抛光技术,是在真空条件下通过氩气、氧气等高能离子束撞击基底(“喷溅”)来实现能量的传递,从而使材料表面原子获得足够能量逃逸出材料表面而实现抛光的,因此几乎不会引入任何机械损伤。在这过程中,离子种类、能量和照射角等是改善抛光效率和质量的关键:
(1)离子种类:一般来说,氩等惰性气体离子主要以物理溅射为主,而能与金刚石反应的氧、氟离子束则兼具物理溅射和化学反应,反应速率相对较高。
(2)能量:在能量上,离子束能量越大,抛光速率越高,但对表面的损伤也越严重。
(3)照射角:当照射角θ≥80°时,离子束照射角度与样品加工面近乎平行,当离子束轰击工件表面时,凸起的部分更容易被轰击掉或转移到其它凹陷区域,实现整个表面平整化。为了确保平面抛光均匀性,可通过持续旋转样品,实现广域均匀加工。


离子束抛光示意(来源:网络)
由于与激光抛光原理类似,离子束抛光也是用于局部的材料去除,不仅对要抛光的镜面面型初始精度和初始粗糙度有一定的要求,而且难以实现大尺寸半导体衬底材料的高效加工。同时由于该方法需要在真空下进行,设备成本较高,抛光样品尺寸受离子束及反应室尺寸的限制。
3.热化学抛光加工
热化学机械抛光通常730~950℃的高温下进行,并采用Mn、Ce、Fe、Ni等过渡金属元素制成的抛光盘以一定压力对金刚石表面进行机械抛光。在高温下,Mn、Ce、Fe、Ni等过渡金属元素对金刚石石墨化具有催化效果,而在压力的作用下石墨化的碳原子会向抛光盘扩散,从而实现材料去除。一般来说,温度越低,抛光速率越小。在这过程中,温度及气氛对热化学抛光金刚石膜效率及质量有着重要的影响。通常,温度越低,抛光速率越小。在气氛的选择上,目前普遍采用的真空环境,有利于金属中C的释放,抛光速率较高,但是加工后的表面质量较差。相反,在氢气条件下虽然获得的去除率较低,但是可以获得更好的表面质量。
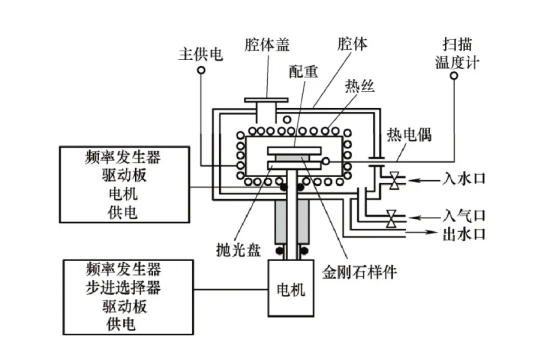
热化学抛光装置
相比激光、离子束抛光等局部加工方式,热化学抛光技术的抛光速率较高,较容易实现大尺寸金刚石的高效加工,但其抛光过程会引入高温及过渡金属元素,容易带来热损伤和表面污染。同时,对加工环境和设备也要求较高。
4.摩擦化学抛光
摩擦化学抛光技术是在热化学抛光的基础上进行的改进,去除了繁琐的加热装置与气体保护设备,适用于金刚石的大面积抛光。其原理是在大气环境下,金刚石以较高的压力(37MPa)与高速旋转(线速度14-25m/s)的过渡金属抛光盘相接触,剧烈的摩擦作用将产生大量的摩擦热,形成的界面高温以及过渡金属的催化作用为金刚石的热化学反应的发生提供了条件,使表面金刚石原子产生石墨化并扩散,最终可实现金刚石高效的无磨料抛光。

摩擦化学抛光装置示意
和热化学抛光相比,摩擦化学抛光在室温下便可以进行,不过其高压、高速的加工条件,使得设备的稳定性难以保证,较高的压力载荷引起的应力集中可能会导致工件出现崩碎。而且,加工后金刚石的表面还会存在大量的石墨化层,影响后续的使用。
5.化学机械抛光
化学机械抛光(CMP)广泛用于集成电路制造中的半导体材料平坦化加工,但在抛光金刚石方面实际应用较少。该方法是采用添加了氧化剂如KNO3、KOH等的抛光液,利用机械研磨和氧化刻蚀双重效果,使原子氧与金刚石反应生成CO和CO2,或将金刚石转变为无定形碳和石墨,再通过机械研磨去除氧化或石墨化后的软化层,来达到金刚石材料的去除。

CMP抛光方法利用机械和化学的双重作用,可以兼顾表面全局和局部平坦化,得到的材料表面精度高,可实现纳米级平坦化表面的制作,但在操作过程中,需要把握化学与机械作用之间的平衡,寻找合适的氧化剂。
小结
从上述抛光技术来看,不同抛光方法抛光参数的优化对于获得尽可能好的抛光表面是必要的,但目前还没有一套适合单晶金刚石的成熟稳定、易操作的加工体系和高效超低损伤加工工艺,如何对大尺寸金刚石材料抛光时兼顾加工效率和表面质量是仍是目前亟待解决的关键问题。或许将各种抛光方法的合理搭配,在不同阶段使用不同方法,使粗抛与精抛相结合、慢抛与快抛相结合的复合式抛光工艺将是今后工艺发展的主要方向。
参考文献:
袁菘,郭晓光,金洙吉,等.金刚石高效超低损伤加工机理与工艺研究现状[J].机械工程学报.
吴振辉,马志斌,谭必松,等.CVD金刚石膜的抛光研究进展[J].硬质合金.
史双佶. 金刚石摩擦化学抛光用抛光盘制备及抛光机理研究[D].大连理工大学.
粉体圈Corange整理



