
在抛光领域,氧化铝、氧化铈、二氧化硅、金刚石等传统磨料往往是一颗完整的颗粒,它们的失效方式是整体崩碎或表面磨平,一旦失效,磨削能力断崖式下降,甚至崩碎后的锐边还可能划伤工件表面。堆积磨料(又称团聚磨料)则不同,它由无数颗粒通过结合桥粘合而成,失效从局部开始,即外层钝化后主动剥落,继续露出内层新刃进行研磨抛光。本篇文章我们就从磨削原理出发,重点分析影响堆积磨料性能的关键因素。

堆积磨料制成的砂带(来源:安吉昌)
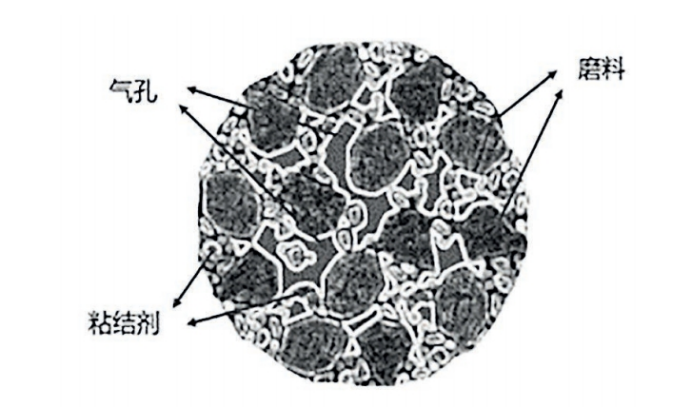
堆积磨料是通过特殊造粒工艺,将大量微细磨料颗粒借助结合剂粘接、固化或烧结,形成具有一定强度、形状和孔隙结构的聚集体,每个聚集体都相当于一个独立的微型磨具,具备磨料、结合剂、气孔三大核心要素,其磨削过程主要分成外层磨粒切削、自锐更新两大阶段:
(1)外层磨粒切削:在磨削过程中,暴露于堆积磨料表面、随机排列的微晶形成密集的切削刃,这些切削刃同步作用于工件表面,实现材料的微量去除。由于每个聚集体的出露高度较高,且磨粒分布均匀,切削过程中不会出现局部受力集中的情况,相较于传统单颗粒磨料,能有效分散磨削应力,减少工件表面的塑性变形。
(2)自锐更新:随着磨削过程的推进,堆积磨料表面的微细磨粒逐渐磨损、钝化,磨削力和磨削热随之增大。当应力达到结合剂的结合强度阈值时,钝化的外层磨粒会通过“主动剥落”的方式脱离聚集体,同时露出内层未被磨损的新磨粒,形成持续的切削刃更新。这种自锐方式区别于传统磨料的“整体崩碎”,其磨粒的脱落路径是沿着承压能力较为薄弱的结合剂进行的,因此可在制备时通过控制结合剂分布预设磨粒剥落路径,避免了磨削能力的断崖式下降,确保磨削过程的连续性和稳定性。

金刚石堆积磨料的磨削原理
此外,堆积磨料内部的孔隙结构作为一大核心要素,也可发挥容屑作用,减少磨粒与工件表面的二次摩擦,降低磨削热的产生,而脱落的微细磨粒还能带走部分磨削热,进一步避免工件表面出现烧伤、划痕等缺陷,保障加工质量。
团聚磨料在磨削过程中的稳定发挥依赖于多个因素的协调平衡,核心影响因素可明确分为结合剂的强度与分布、堆积体的孔隙率与孔隙尺寸、堆积体的形貌、单颗粒磨粒的种类和粒径等,它们共同决定了团聚磨料的磨削效率、使用寿命和加工质量。
1、结合剂的强度
结合剂作为堆积磨料聚集体的“粘接核心”,其强度与分布均匀性是决定堆积磨料自锐性、结合稳定性和使用寿命的关键,直接影响磨粒的脱落节奏和磨削过程的连续性。理想强度应等于或略高于微晶从锋利到钝化所需的临界磨削力,强度过高时,钝化的外层磨粒无法及时剥落,导致磨料整体钝化,磨削效率大幅下降;强度过低时,磨粒易过早脱落,无法形成稳定的切削刃,不仅降低磨料利用率,还可能因磨粒脱落不均导致工件表面划痕。通常结合剂强度通过调节结合剂种类、结合剂的分布及体积分数实现。
(1)结合剂种类:目前结合剂有陶瓷、树脂、金属等几类,其中,陶瓷结合剂的自锐性强,硬度高、耐磨性好,但韧性不足,适合磨削硬质合金、工具钢等高硬度材料;树脂结合剂的韧性好但耐高温性差,适用于精细磨削、抛光,能获得较高的表面光洁度;金属结合剂:强度高,韧性好,但切削性能相对较弱,适用于重负荷磨削。
(2)结合剂分布与用量:结合剂分布不均,聚集体内部会出现受力薄弱区域,磨削过程中易在该区域发生断裂、崩碎,导致磨料失效;均匀分布的结合剂可使磨粒受力均衡,确保外层磨粒按预期钝化剥落,同时保障聚集体整体结构稳定。此外,结合剂用量也需与磨粒匹配,通常占聚集体总质量的20%~75%,具体比例取决于结合剂类型、磨料特性及制备工艺,用量过多会包裹磨粒、降低自锐性,用量过少则无法实现有效粘接,进一步影响结合强度与分布均匀性。
2、堆积磨料的孔隙率与孔隙尺寸
堆积体的孔隙结构(孔隙率与孔隙尺寸)是影响磨削过程中切屑排出、散热效果和磨粒切削环境的核心因素,孔隙率过高或孔隙尺寸过大时,堆积体结构松散、结合强度不足,磨削过程中易发生整体破碎;而孔隙率过低或孔隙较小时,内部容屑空间不足,磨削产生的切屑无法及时排出,会导致磨粒堵塞、二次摩擦加剧,不仅降低磨削效率,还会产生大量磨削热,导致磨料钝化加速、工件表面烧伤或划痕。
通常堆积磨粒的孔隙率控制在30%~50%之间,孔隙尺寸则必须大于磨屑粒径,粗磨削场景需选用较大孔隙尺寸和较高孔隙率,便于排出大尺寸切屑;精磨削场景则需较小孔隙尺寸和适中孔隙率,兼顾结构稳定与表面加工精度。
3、堆积体的形貌
堆积体的形貌直接影响磨削过程中的受力状态,比如目前行业内应用最广泛的两种堆积磨料:以圣戈班为代表先开发的球型堆积磨粒体系以及以3M为代表先开发的层片堆积磨料体系为例,二者性能差异源于形貌结构的不同。
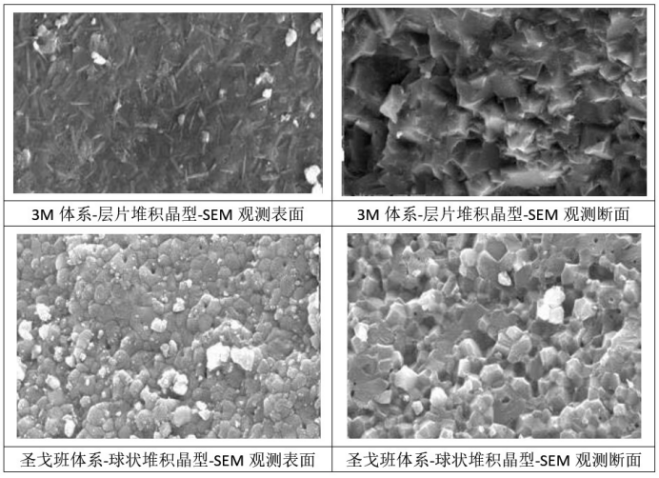
·球形堆积磨料:磨粒堆积较为紧密,受力具有各向同性,磨削行为稳定,难破碎,寿命长,同时具备良好的流动性和颗粒填充性,可使磨粒与工件表面接触均匀,减少局部受力集中,用于对磨料寿命和稳定性要求较高的精密磨削场景,
·层片堆积磨料:内部具有针状晶界的层片结构,自锐性极佳,易发生微破碎,可快速露出新的切削刃,适用于需要快速去除材料的加工场景。
·其他形貌:除了上述两种,不少公司还针对不同的需求设计了火山口形、金字塔形、穹形、长方梯形、四方柱形 六方柱形等多种立体磨料结构。比如,3M公司设计的金字塔形的Trizact堆积磨料,其采用微复制技术使磨粒形成的立体金字塔,每个金字塔结构之间形成的缝隙在打磨的时候可以提供更大的容屑和排屑的空间,同时其尖锐的顶部在初始就可以提供极高的锋利度,并随着金字塔结构逐层磨损,新的锋利磨粒不断暴露,具有较好的自锐性,能保持较长时间的高效磨削,适合中低压打磨应用。

不同形貌堆积磨粒的应用(来源:网络)

金字塔形堆积磨料微观图及其自锐方式(来源:网络)
4、单颗粒磨料的种类与粒径
不同硬度的单颗粒磨粒决定了堆积磨料的耐磨性,目前,团聚磨料使用的单颗粒磨料分为主要有SiC、刚玉、金刚石、立方氮化硼等,其中,刚玉类主要成分为氧化铝(Al₂O₃),硬度高、耐磨性好,适用于磨削金属、陶瓷、玻璃等材料,碳化硅类的热稳定性好,常用于磨削硬质合金、铸铁、石材等,而金刚石、立方氮化硼等超硬磨料则适用于超精密磨削、研磨硬质合金、陶瓷、宝石等难加工材料。此外,单颗粒磨料的粒径同样影响着加工精度和磨削效率,一次粒径越细,加工精度越高,但剥落过于频繁,磨料消耗快。反之,则磨削效率高,但加工表面质量差,易产生划痕。
小结
堆积磨料凭借“外层磨削、逐步自锐”的独特磨削原理,打破了传统单颗粒磨料的应用局限,其性能发挥受到结合剂的强度与分布、堆积体的孔隙率与孔隙尺寸、堆积体的形貌、微晶的种类和一次粒径与分布、磨削工艺参数五大关键因素的综合影响。通过优化结合剂性能与分布、匹配合理的孔隙结构、选择适配的堆积体形貌、优化微晶参数及规范磨削工艺,可充分发挥堆积磨料的优势,进一步提升加工效率和质量。
粉体圈Corange整理



