
先进结构陶瓷主要包括氧化物陶瓷、氮化物陶瓷、碳化物陶瓷及硼化物陶瓷等。因其具备高硬度、优异的耐酸碱腐蚀性能、高温蠕变小、高耐压强度及高热导率等突出特性,广泛应用于航空航天、国防军工、机械化工、核电与新能源、海洋工程等高科技领域。随着工程应用的不断拓展,陶瓷材料的强度可靠性问题日益受到关注,成为影响其大规模工程应用的关键因素。

可靠性问题及其成因
先进结构陶瓷材料因其固有的脆性,以及由材料组成、晶粒尺寸及缺陷分布不均匀所导致的强度离散性,严重限制了其在工程结构中的广泛应用。
其脆性主要源于以下几点:
(1)陶瓷材料以共价键和离子键结合,键合牢固;
(2)裂纹尖端缺乏塑性变形能力;
(3)晶格对裂纹扩展的抵抗力低,导致裂纹尖端产生显著应力集中,并以极低能量消耗扩展,表现出典型的脆性断裂特征。
此外,制备与加工过程中产生的缺陷也是导致材料断裂抗力低、可靠性差的重要原因,主要包括:
(1)材料内部缺陷(如气孔、夹杂、晶界、裂纹、残余应力等)分布随机,导致强度离散性增大;
(2)材料加工过程(如磨削、切割、超声波加工等)中产生的微裂纹扩展及其他表面损伤,显著降低材料的使用寿命与可靠性。
强度可靠性提升策略
提升断裂强度可靠性的关键在于抗裂纹扩展能力和缺陷精准控制,具体可从以下4个方面入手。
1、晶粒尺寸与微观结构均匀性
陶瓷材料的可靠性与其显微组织结构特征存在显著相关性,其中,晶粒调控是提升材料力学性能稳定性的关键因素。
(1)晶粒形貌的优化
晶粒形貌的优化可显著改善材料可靠性。长柱状晶粒形成的三维互锁结构,其通过裂纹桥接、晶粒拔出等增韧机制有效抑制裂纹扩展。
(2)晶粒尺寸的纳米化
当晶粒尺寸从微米级降至亚微米级时,晶界密度呈指数增长,裂纹扩展路径因晶界阻碍呈现显著偏转,形成具有高能量耗散的锯齿状扩展轨迹。理论分析表明,当初始裂纹尺寸与晶粒尺寸处于同一量级时,晶粒细化可使初始缺陷尺寸降低,从而大幅提升材料本征强度。
新型烧结技术的发展为晶粒尺寸精确调控提供了有效途径。如:振荡压力烧结(OPS)诱导的晶界滑移和位错运动显著提高了晶界迁移激活能,使晶粒生长动力学常数显著降低;压力辅助烧结可促进晶粒塑性变形,形成具有高取向度的晶界结构,其晶界能较常规烧结明显降低。后处理工艺对材料可靠性的2次调控作用也不容忽视。
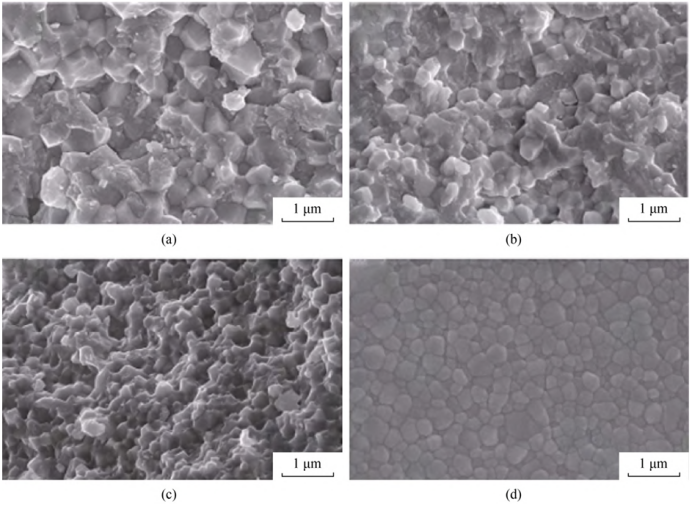
不同烧结方法制备氧化锆的显微结构照片:(a)无压烧结氧化锆断面;(b)热压烧结氧化锆断面;(c)振荡压力烧结氧化锆断面;(d)振荡压力烧结氧化锆抛光表面
(3)晶粒尺寸分布的均匀性
晶粒分布不均匀会导致晶界处应力集中,成为裂纹萌生的优先位置,同时易形成气孔或微裂纹等缺陷,显著降低材料的力学稳定性。改善原料粉体的分散性、化学掺杂调控第二相分布都是实现晶粒均质化的有效手段。如:采用非水化学沉淀包覆涂层(NCP)技术将钇铝石榴石
(YAG)烧结助剂均匀包覆在Si3N4粉体表面,有效避免了Y、Al 元素的局部团聚,优化了晶粒尺寸均匀性系数。
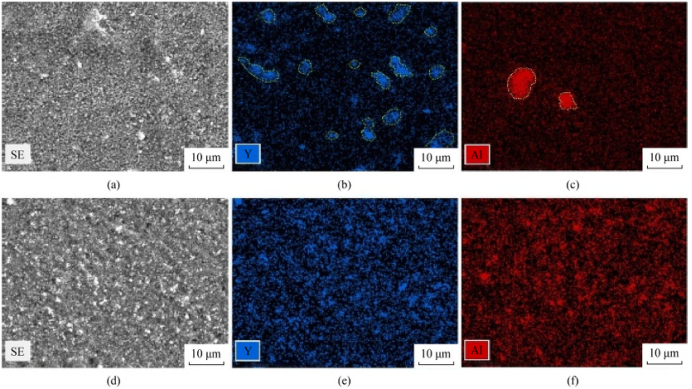
WBM样品(a)和NCP样品(d)坯体表面的SEM照片及其对应的Y (b,e)和Al (c,f)的EDS能谱
2、增韧微结构设计
合理设计增韧机制,可在提高材料抗裂纹扩展能力的同时,显著降低强度分布的离散性,实现力学性能与可靠性的协同优化。
自增韧技术通过调控材料本征结构实现增韧与强化的平衡。陶瓷致密化过程中调控细长晶粒的形成和生长,使细长晶粒起到裂纹桥接达到增韧的作用;利用烧结助剂产生的晶界相与基体的热膨胀系数差异引起残余应力,进而影响裂纹扩展方式。

不同氧含量AlN粉烧结后试样压痕SEM照片:(a) 0.87%,(c) 0.76%,(e) 0.64%;(b,d,f)图为a、c、e区域1~3的裂纹扩展SEM照片
特别的,如氧化锆陶瓷,其独特之处在于相变诱发塑性(TRIP),四方相向单斜相转变时常伴随体积膨胀,产生的压应力对裂纹扩展有抑制作用,与其他陶瓷相比具有更高的韧性,因而在高可靠性陶瓷制备具有显著优势。
当自增韧效果受限时,外源增强相(如颗粒、纤维和晶须)的引入可拓展增韧维度,利用增强相与基体的相互作用阻碍裂纹扩展并增加韧性,进一步提高陶瓷材料的可靠性。
第二相的SiC–TiB2复合陶瓷的韧性与Weibull模数")
添加硼化钛(TiB2)第二相的SiC–TiB2复合陶瓷的韧性与Weibull模数:(a)断裂韧性;(b) Weibull模数
3、成型工艺优化
成型是陶瓷材料制备工艺中的关键环节,直接影响坯体均匀性、复杂形状部件的成型能力以及最终材料的可靠性。传统成型方法(如压制成型、流延成型)往往需要在烧结后进行机械加工,容易引入表面损伤或缺陷,严重影响可靠性。
相比之下,三维(3D)打印技术可在无需模具的条件下制造具有复杂几何形状和内部结构的高可靠性陶瓷部件,具备个性化、快速生产、高精度等优势,显著减少后续加工带来的损伤。研究表明,采用粘结剂喷射打印法制备的反应烧结碳化硅陶瓷,其Weibull模数明显高于流延成型和压制成型样品。主要原因是3D打印减少了诱发裂纹萌生与扩展的层间孔隙,从而获得更高的可靠性。

不同成型方法制备的反应烧结碳化硅陶瓷Weibull模数比较:(a)流延成型;(b)压制成型;(c)黏结剂喷射成型
以光固化(VPP)增材制造为代表的三维打印技术,通过数字化逐层成型特性,结合多尺度工艺链协同(粉体改性—浆料流控—光固化参数优化),可实现微观缺陷的精准抑制与跨尺度结构优化,为高可靠性陶瓷制备提供了新范式。
4、表面强化处理
为了提高烧结制品的尺寸精度和表面完整性,通常要对烧结后的陶瓷材料进行加工,而机加工导致的表面损伤或缺陷会对陶瓷材料的可靠性产生影响。样品受到载荷作用时,微小的表面缺陷会成为应力集中点,从而产生初始裂纹,随后扩展并发生破坏。
(1)加工方式优化
通过改变加工方式改善样品表面状态以减少材料表面缺陷,是提高断裂强度可靠性的一种有效方式。对比不同加工技术对 Al2O3/TiC 陶瓷材料可靠性的影响,结果显示,磨削–抛光加工的陶瓷试样可靠性最高,金刚石切割加工和超声波加工次之,电火花加工的可靠性最低。抛光将大幅减少后加工导致的样品表面微裂纹等缺陷,提升强度可靠性。
(2)表面缺陷修复
通过后处理技术修复表面微缺陷是修复陶瓷材料损伤获得高可靠性的一种有效方法,当前主流的表面修复策略主要包括氧化愈合、激光改性及涂层集成3类,其核心在于重构表面应力状态与缺陷分布特征。
小结
提升先进结构陶瓷材料断裂强度可靠性,其核心在于抗裂纹扩展能力提升和缺陷精准控制。具体策略包括:通过控制晶粒尺寸与微观结构分布均匀性,添加第二相构筑增韧微结构、优化成型工艺减少制备过程缺陷产生,以及通过2次处理进行表面缺陷修复等方式提升断裂强度可靠性。综合应用上述方法,有望推动高可靠性陶瓷在更广泛工程领域中的应用。
参考文献:
[1] 曹娟,吴西士,刘泽华,等.面向工程应用的先进结构陶瓷材料强度可靠性研究进展[J].硅酸盐学报,2026,54(03):1117-1132.
粉体圈整理



