|
轴承陶瓷球研磨加工有哪些方式?
2023年09月08日 发布
分类:粉体加工技术 点击量:432
觉得文章不错?分享到:
|
||||||||||||
|
目前,陶瓷球轴承正以其优良的特性在许多领域及场合获得越来越多的应用,尤其在数控机床、航空航天等高端装备领域,其应用优势更加突出。但长久以来,中国高端装备上的精密陶瓷球轴承主要还是依赖进口,这当中最主要的影响因素就是受限于轴承陶瓷球的精密研磨加工。 在各种陶瓷材料中,氮化硅陶瓷材料由于良好的综合性能常被用于高端陶瓷球轴承制备。氮化硅陶瓷球的研磨加工主要是通过磨粒及研磨液实现材料的高效去除,球体在磨粒及研磨液的作用下,加工变质层逐渐减少或去除,得到光滑或超光滑的球面。作为硬脆性材料的陶瓷球,由于其表面能较低,所以对研磨液中磨粒及其附着性和研磨加工方式有着很高的要求。
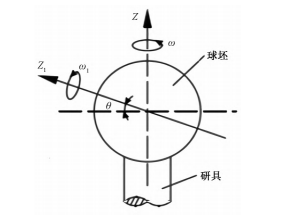
目前,精密陶瓷球的最高精度为G3级精度,其技术指标为表面粗糙度Ra≤0.010 um,球度△Sph≤0.08um。随着陶瓷球的需求量逐年增加,其在加工精度、批量加工和绿色制造等方面都面临着挑战。如何保证精密陶瓷球的加工质量,提高批量加工效率,实现绿色制造,是目前陶瓷球加工中亟需解决的问题。 陶瓷球研磨加工方式 轴承陶瓷球的研磨成球原理主要是沿用轴承钢球的成球原理,都是利用磨料磨粒去除表面材料,使球体的直径减小、表面粗糙度降低,精度提高。目前的加工成球原理主要包括“概率成球原理”和“球面全包络成球原理”。 概率成球主要是通过随机改变球体加工时的自转角,球体经多次循环加工最终成球;球面全包络成球则是通过有规律地改变球体的自转角,使球体表面的研磨加工轨迹均匀包络整个球面并最终成球。
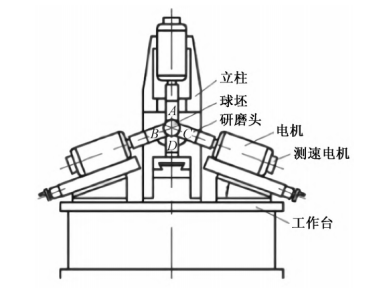
陶瓷球研磨成球基本原理 陶瓷球的研磨加工方式主要是指陶瓷球在研磨加工过程中的运动状态和形式,目前,轴承陶瓷球的研磨加工方式主要可以分为杯状研具加工研磨方式、传统V形槽研磨加工方式、自转角主动控制研磨加工方式、磁流体研磨加工方式和变曲率沟槽研磨加工方式。 1.杯状研具研磨加工方式 杯状研具研磨加工方式主要有三种,分别是单轴、双轴及四轴杯状研具加工方式。这种加工方式的四轴都有驱动力,能够不断地改变运动方向,从而改变球体的自转角,加工球体的精度高,但是加工装置复杂,且只能针对一个球体进行加工,多用于定位球和标准球加工,无法满足工业的批量需求。
四轴研具研磨加工方式 2.传统V形槽研磨加工方式 传统V形槽研磨加工方式主要有普通同心圆V形槽研磨加工方式、双V形槽研磨加工方式、类双V形槽研磨加工方式和偏心V形槽研磨加工方式,分别有以下特点:
几种研磨加工方式原理示意图 3.自转角主动控制研磨方式 自转角主动控制研磨方式是将研磨盘沟槽的两个侧面分开成两部分,包括上、下盘,可以是三盘或双盘独立旋转,通过控制研磨盘转速变化来调整球体的自转轴方位,使球体的自转角连续变化,球体表面的研磨迹线能够覆盖大部分甚至整个球体表面。 目前这种方式研磨轨迹在球面均匀分布,加工精度得到了提高,但是这种研磨方式的驱动装置及传动装置较多,结构复杂,没有得到进一步的应用。 4.磁流体研磨加工方式 磁流体研磨加工方式相对于普通同心圆V形槽研磨加工方式,球坯表面的材料去除率提高了50余倍。装置通常下盘是一排条状的永磁铁,磁流体研磨液在磁力的作用下,磁性流体会向强磁力的方向聚集,非磁性流体会朝向弱磁力的方向运动,从而使磨料悬浮在磁流体中。球坯在研磨加工过程中,一方面在磁流体研磨液中自转,另一方面随着转盘进行公转,处于悬浮的磨粒可以实现超精密研磨加工。
磁流体研磨加工方式 磁流体加工方式加工精度相对于普通同心圆V形槽加工方式有一定的提高,但是装置比较复杂,研磨加工所用的研磨液消耗较快,使加工成本变高,不符合现代环保加工理念。 5.变曲率沟槽研磨加工方式 变曲率沟槽研磨加工方式可以使自转角有一个较大范围的改变,以便使球体加工轨迹的分布更加均匀完整,研磨加工过程中球坯从研磨盘中心向外做滚动运动,使得球坯与沟槽的接触点位置一直在发生改变,自转的相对速度也在不断变化,这种研磨加工方式的自转角在不断地发生变化,加工效率和加工精度得到提高。 该方式通过该曲率半径的变化而改变球体自转角,能实现球体的高效、高一致性加工,但装球量受到装置的限制,不易实现大循环批量生产。
单线变曲率沟槽加工方式 为了实现大循环批量加工,在此基础上提出多线变曲率沟槽加工方式,该方式通过在沟槽盘上设置多线变曲率螺线沟槽,既可以使球体在研磨加工时不断改变自转角大小,又可以使多个球体同时进出研磨盘,再通过外置的输球料盘即可实现大循环批量加工。
多线变曲率沟槽加工方式 总结 目前,陶瓷球加工研究的重点是保证陶瓷球的加工质量,提高加工效率,而要降低加工成本,还需提高其球批加工量。研究的难点主要是采用何种加工方式,并研制开发相应的陶瓷球研磨加工专用设备,既可以保证球体加工质量,提高加工效率,又可以实现球体的大批量加工。如何平衡高效高质量和产业化批量加工这些技术,采用先进的陶瓷球研磨加工方式及加工设备,应用高效绿色研磨液对陶瓷球进行研磨加工,是轴承陶瓷球研磨加工技术的发展方向。 参考来源: 1.轴承陶瓷球研磨加工技术研究进展,薛会民、张松林(科学技术与工程); 2.陶瓷球轴承的制造工艺及其相关技术,吴玉厚、王军、郑焕文(制造技术与机床); 3.混合轴承陶瓷球的锥形研磨加工工艺,陆峰、吴玉厚、张珂(东北大学学报)。 粉体圈小吉 本文为粉体圈原创作品,未经许可,不得转载,也不得歪曲、篡改或复制本文内容,否则本公司将依法追究法律责任。 
相关标签:
相关内容:
|
||||||||||||