|
陶瓷的近净成型技术
2021年08月09日 发布
分类:粉体加工技术 点击量:2321
觉得文章不错?分享到:
|
|
随着陶瓷在现代工业领域中应用的不断扩大,行业对陶瓷成型方法的要求也越来越高,为满足航天、汽车、电子、国防等行业的市场需求,人们要求采用高性能陶瓷的成型方法所成型的坯体应当具有高度均匀性、高密度、高可靠性以及高强度,并在形状的复杂程度上要求更高。 高性能陶瓷是一种脆性的难加工材料,净尺寸成型可以减少烧结体的机加工量,近净成型技术将新材料、新能源、精密模具技术、计算机技术自动化技术等多种高新技术融入传统的成型技术,使之由粗糙成型变为优质、高效、高精度轻量化、低成本的成型,使成型坯体获得更优化的性能。
形状复杂的陶瓷就需要用到新型近净成型技术 陶瓷近净成型技术主要类型 1.直接凝固注模成型 直接凝固注模成型(Direct Coagulation Casting,简称DCC)是一种原位凝固成型方法,该工艺是在高固相体积分数的浓悬浮体中引入生物酶,通过控制酶对底物的催化分解反应即可改变浆料的pH值移动至等电点或增加反离子浓度压缩双电层,从而消除陶瓷颗粒之间的静电斥力,通过颗粒之间的范德华吸引力形成网络结构达到悬浮体直接凝固的目的。 简而言之,就是通过生物酶的催化分解反应,让浆料中的陶瓷颗粒形成自然凝聚,从而达到凝固效果。
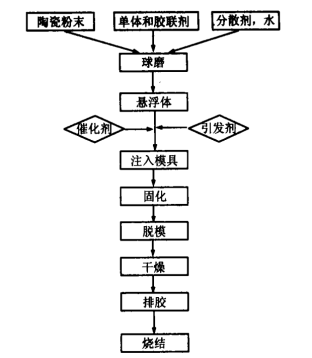
DDC工艺流程 直接凝固注模成型特点是: (1)可成型各种复杂形状陶瓷坯体,坯体密度高、均匀性好; (2)成型用有机物无毒性、含量少(<1 %),因此干燥坯体可直接烧结,不需脱脂; (3)模具材料选择范围广(如塑料、金属、橡胶、玻璃)且加工成本低。 目前该技术的典型应用是用于氧化铝陶瓷人工膝关节和髋关节的异形件的制备。 但它同样也有不足: (1)成型所用陶瓷粉末有局限性,等电点(IEP)的pH值约为9的氧化铝陶瓷粉 最适合,其它陶瓷粉末成型控制过程复杂; (2)成型的坯体强度较低,不能进行机械加工。 2.凝胶注模成型 凝胶注模成型(Gel-casting)的基本原理与过程是:首先将陶瓷粉料分散于含有有机单体 和交联剂的水溶液或非水溶液中,制备出低粘度高固相体积分数的浓悬浮体(>50 %),然后加入引发剂和催化剂,将悬浮体注入非孔的模具中,在一定的温度条件下,引发有机单体聚合形成三维网络凝胶结构,从而导致浆料原位凝固成型为坯体,坯体脱模经干燥后强度很高,可进行机加工。 与直接凝固注模成型有区别的是,这种方法依靠的是催化有机单体在模具中凝聚,形成一个结构框架,从而使陶瓷浆料凝固成想要的形状,而前者是依靠生物酶的作用改变浆料的性质使之在模具中凝固成型。
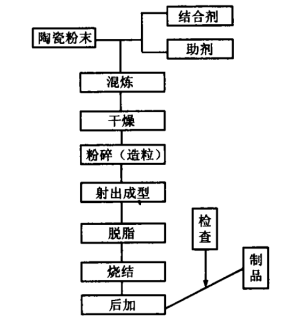
凝胶注模成型工艺流程图 这种方法目前最为成熟且应用最为广泛的是丙烯酰胺水基体系,它适用于大多数陶瓷粉料,已成功地进行了Al2O3、Si3N4、SiAlON、SiC、SiO2、ZrO2等多种陶瓷的成型制备。 凝胶注模工艺的特点是: (1)成型坯体的强度很高,干燥后的坯体弯曲强度一般可达20~40 MPa,可以进行机加工以制备形状更为复杂的部件; (2)坯体内有机物含量较低(相对于注射成型和热压铸成型),占坯体总质量的(2~4)%,容易通过脱脂除去,不会残留在烧结后的成品中; (3)工艺过程较为简便。 3.注射成型 陶瓷注射成型(Ceramic Injection Molding,简称CIM)是在聚合物CIM技术比较成熟的基础上发展而来的,主要包括几个步骤:喂料母粒制备→注射成型→脱脂→烧结,比较关键步骤是将陶瓷粉料与合适的有机载体(热塑性树脂、石蜡等有机物)进行混炼然后干燥、造粒,难点是需要合适的脱脂工艺使坯体不出现变形、开裂、鼓泡等缺陷。
CIM 的工艺流程 陶瓷CIM的最大优点是可以高效率地进行批量生产,且可以对工艺过程进行精确的控制,成型的陶瓷部件尺寸精确。通过陶瓷CIM技术已制备出热机、发动机用形状复杂的陶瓷部件和光纤连接器用精细陶瓷插针等。 4.陶瓷无模成型 陶瓷无模成型(Solid Freeform Fabrication,简称SFF)的基本原理与过程是:直接利用计算机CAD设计结果,将复杂的三维立体构件经计算机软件切片分割处理,形成计算机可执行的像素单元文件,然后通过类似计算机打印输出的外部设备,将要成型的陶瓷粉体快速形成实际的像素单元,一个一个单元叠加的结果即可直接成型出所需要的三维立体构件。 简而言之就是通过计算机设计,让陶瓷三维坯体慢慢打印出来。 与传统成型方法相比固体无模成型技术具有如下特点: (1)成型过程中无需任何模具或模型参与,制造周期缩短,生产效率得以提高; (2)成型体几何形状及尺寸可随时用计算机修改,大大缩短新产品的开发时间; (3)成型打印像素单元尺寸可小至微米级,因此可制备用于生命科学和小卫星的微型电子陶瓷器件; (4)这种智能技术可提高陶瓷制备工业的整体水平,实现多领域智能化。 目前一些固体无模成型技术在机械制造、高分子等行业已经形成了多种商业化应用,但在陶瓷领域的SFF技术的研究开展相对较晚。比较典型的陶瓷固体无模成型工艺有:熔融沉积成型(简称FDC)技术,喷墨打印成型(简称IJP)技术,分层实体成型(简称LOM)技术。
熔融沉积成型示意图 目前的应用现状: (1)FDC将陶瓷粉和粘结剂制成熔化的细丝,通过喷嘴挤出成型,已在Si3N4、Al2O3等结构陶瓷的成型中得到较多的研究与开发,可制备出一些陶瓷部件样品,但陶瓷材料的密度和均匀性有待进一步提高; (2)IJP将待成型的陶瓷粉与各种有机物配制成陶瓷墨水,通过打印机打印成型,目前的缺陷是陶瓷墨水的固相含量较低,还处于初级研究阶段; (3)LOM由美国的Helisys公司开发并实现商业化,利用激光切割薄片材料叠加焊合成型,非常适合制作层状复合材料,成型为陶瓷流延薄材。 5.微注入成型 微注入成型(Micro-casting)是一种制备微型陶瓷零部件(尺寸在毫米到微米范围之内)的新工艺,模具主要通过硅蚀刻等方法制成,注入的原料一般为液态陶瓷前驱体。液态前驱体注入一个模具,发生聚合反应固化、交联(用热引发或引发剂光引发)形成一个坚硬的聚合物,聚合物在一定温度和气氛条件下热裂解与烧结,从而转变为陶瓷部件。
微注入成型流程
总结 以上新的成型技术具有的共同特点是可成型复杂形状的各种陶瓷部件,并达到近净尺寸成型目的,同时又具有各自特点,这些成型方法几乎都可用于真空电子行业中陶瓷部件的制造,尤其是CIM、凝胶注模成型、DCC技术已趋成熟,在国际上已得到较广泛的应用。 近净成形技术符合现代绿色加工的理念,伴随着科技的进步发展,近净成形装备和技术的进步、工艺和加工过程的精确控制,更多复杂形状的高性能陶瓷材料会得到更广泛的应用,近净成型技术应用于陶瓷成型领域是陶瓷工艺未来发展的主要方向之一。
参考来源: 1.精密陶瓷部件近净成型技术的发展,谢志鹏、苗赫濯 (清华大学材料科学与工程系); 2.陶瓷成型方法研究进展,刘学建、黄莉萍、古宏晨、符锡仁(中科院上海硅酸盐研究所、华东理工大学)。 粉体圈 小吉 
相关标签:
相关内容:
|